
اشترك في النشرة الإخبارية
أدخل عنوان بريدك الإلكتروني أدناه واشترك في النشرة الإخبارية لدينا
أدخل عنوان بريدك الإلكتروني أدناه واشترك في النشرة الإخبارية لدينا
جميع الأصوات مهمة
من بين جميع آلات تصنيع الصفائح المعدنية، تحتل آلة ثني الصفائح المعدنية مكانة فريدة. فهي من أقدم الأدوات وأكثرها تنوعًا وأهمية في أي بيئة تصنيع، بدءًا من الورش العائلية الصغيرة وصولًا إلى مصانع المعدات الأصلية متعددة الجنسيات. سواءً كان المصنعون يعملون مع حوامل بسيطة أو مكونات طيران دقيقة، يعتمدون على آلة ثني الصفائح المعدنية لتحويلها إلى قطع ذات انحناءات وزوايا وأشكال هندسية دقيقة. بالنسبة للمبتدئين في مجال تصنيع المعادن، يُعد فهم آلية عمل آلة ثني الصفائح المعدنية أمرًا أساسيًا، لأنها تؤثر على كيفية هندسة التصاميم، وكيفية تخطيط سير العمل الإنتاجي، وكيفية التحكم في جودة الثني وتكلفته.
على الرغم من أن مكابس الثني الحديثة تتضمن أنظمة CNC متطورة بشكل متزايد، ومحركات كهربائية مؤازرة، وبرمجة غير متصلة بالإنترنت، وأنظمة تشكيل ذكية، إلا أن مبدأ الثني الأساسي ظل ثابتًا بشكل ملحوظ لعقود. وهذا يخلق مزيجًا مثيرًا للاهتمام بين التقاليد والابتكار: لا يزال الحرفيون ذوو الخبرة الممتدة لعقود يعتمدون على المعرفة اللمسية والحدس في الثني، بينما يعتمد المشغلون الجدد على واجهات رسومية ثلاثية الأبعاد واقتراحات التشكيل التلقائي. لفهم كلا العالمين، من المهم الانطلاق من الأساسيات - ماهية مكابس الثني، والوظائف التي تؤديها، وأهميتها البالغة في ثني الصفائح المعدنية.
هذا الدليل مُوجّه للمبتدئين الذين ربما لم يسبق لهم استخدام مكبس الثني، بالإضافة إلى المهندسين الجدد والمشترين وأصحاب الأعمال الذين يدخلون صناعة الصفائح المعدنية. تتجنب الشروحات الصيغ الأكاديمية المفرطة، وتركز بدلاً من ذلك على الوضوح المفاهيمي، ومصطلحات الصناعة، والاستخدامات العملية، والفائدة العملية. بمجرد إكمال هذا الدليل، ستفهم ليس فقط ماهية مكبس الثني، بل ستتعرف أيضاً على كيفية التمييز بين أنواع الآلات، وكيفية عمل مبادئ الثني، وكيف يؤثر التشكيل على الدقة، وكيف تُبسّط أنظمة التحكم الرقمي بالكمبيوتر (CNC) الحديثة البرمجة وتُحسّن إمكانية التكرار.
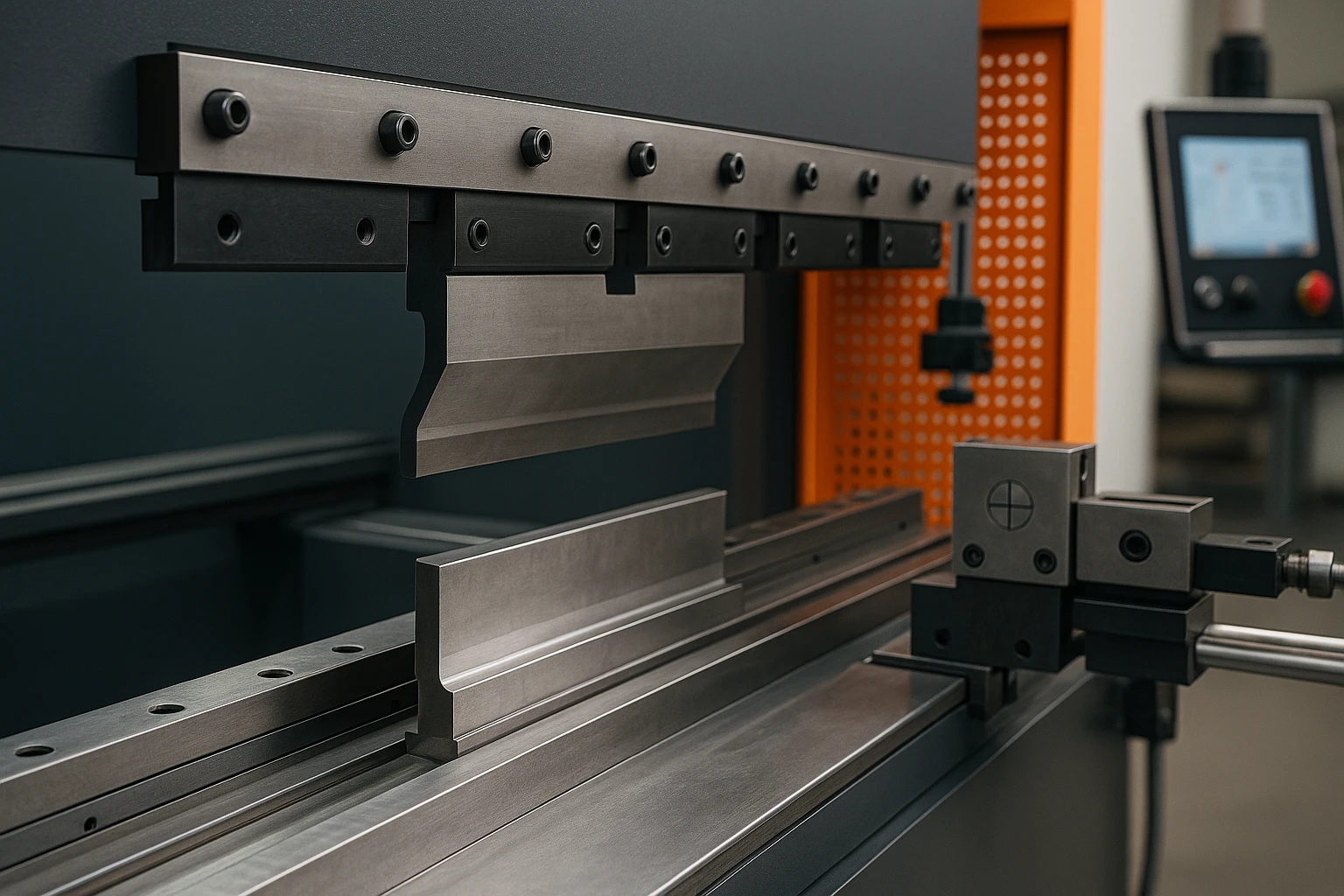
مكبس الثني هو آلة تُستخدم لثني الصفائح المعدنية بضغطها بين مثقابٍ وقالب. في جوهرها، تُحدث الآلة تشوهًا من خلال القوة المطبقة، والتي يمكن أن تأتي من أنظمة هيدروليكية، أو محركات سيرفو كهربائية، أو عجلات موازنة ميكانيكية، أو أسطوانات هوائية. بغض النظر عن نظام التشغيل المستخدم، يبقى الهدف واحدًا: إنشاء زوايا وأشكال دقيقة في الصفائح المعدنية من خلال التحكم في حركة العارضة العلوية، أو الطاولة السفلية، أو كليهما.
مكبس الثني الحديث أكثر بكثير من مجرد جهاز ثني بسيط. فهو مزيج من الصلابة الميكانيكية، والتحكم الذكي، وأنظمة السلامة، والدقة في استخدام الأدوات، ومهارة المشغل. لا تعتمد جودة الثني على القوة المطبقة فحسب، بل تعتمد أيضًا على عوامل مثل سُمك المادة، واتجاه الحبيبات، وعرض القالب، وشكل الثقب، ودقة المقياس الخلفي، وتعويض التاج، وحتى فهم المشغل لكيفية تصرف المعادن أثناء التشوه البلاستيكي. نظرًا لهذا التعقيد، يفترض العديد من المستخدمين الجدد أن مكبس الثني مجرد آلة ضغط، لكن الميكانيكيين ذوي الخبرة يدركون أنه في الواقع أداة دقيقة تتطلب ضبطًا دقيقًا ومعرفة دقيقة.
عندما يتحدث المهندسون عن "مكابس الثني"، فإنهم عادةً ما يشيرون إلى نموذج هيدروليكي قياسي أو هيدروليكي CNC متوفر في مصانع التصنيع الحديثة. تتميز هذه الآلات عادةً بنظام أسطوانتين متزامنين، وإطار ملحوم متين، ومقياس خلفي لتحديد موضع الصفائح المعدنية قبل الثني. تتضمن الإصدارات الأكثر تطورًا مقاييس خلفية متعددة المحاور، ومغيرات أدوات آلية، وأنظمة قياس زوايا، وشاشات لمس ثلاثية الأبعاد كبيرة الحجم تُرشد المشغلين خلال كل خطوة من خطوات عملية الثني. في الوقت نفسه، لا تزال مكابس الثني الميكانيكية أو اليدوية الأبسط موجودة، وتُستخدم على نطاق واسع في مهام التصنيع الأخف أو للأغراض التعليمية.
يتطلب فهم تعريف مكبس الثني تمييزه عن آلات الثني الأخرى. تُنتج آلات الثني باللفّ مقاطع منحنية عن طريق دحرجة الصفائح المعدنية تدريجيًا. تُثني آلات الطي المواد عن طريق رفع عارضة تثبيت. تُجري مكابس الختم تشكيلًا عالي السرعة وكثيف الحجم. في المقابل، صُممت مكبس الثني خصيصًا للثني الخطي الدقيق والمتحكم به على طول محور مستقيم. هذا يجعلها مثالية لتصنيع قطع مثل الخزائن، والهياكل، والأقواس، والأبواب، والقنوات، والعديد من مكونات الصفائح المعدنية الأخرى.
على الرغم من أن الغرض الرئيسي من مكبس الثني هو الثني، إلا أن الآلة تؤدي في الواقع عدة وظائف مختلفة، وذلك حسب الأدوات المُستخدمة ومهارة المُشغّل. يساعد فهم هذه الوظائف المبتدئين على إدراك مرونة الآلة وأهميتها.
هذه هي العملية الأساسية والأكثر جوهرية. ينزل المثقب إلى القالب، مما يُجبر المعدن على الانحناء بزاوية محددة. يستخدم المصنعون قوالب على شكل حرف V بأحجام مختلفة لتناسب مواد ذات سماكات مختلفة. يُستخدم الانحناء الخطي لإنشاء قنوات على شكل حرف U، وحوامل زاوية على شكل حرف L، ومكونات صندوقية، ومجموعة واسعة من العلب.
يستخدم الثني الهوائي فتحة قالب أكبر من سُمك المادة، مما يسمح للثقب بالتحكم في زاوية الانحناء عن طريق تعديل عمق الاختراق. تتطلب هذه الطريقة قوة أقل من عملية الثني القاعدي، وتمنح المشغل مرونة أكبر. تعتمد معظم تطبيقات مكابس الثني الحديثة على الثني الهوائي لكفاءته وإمكانية تعديل الزاوية دون الحاجة إلى تغيير القالب.
في عملية الثني السفلي، تُجبر المثقبة المادة على التوافق بإحكام مع القالب. تُنتج هذه الطريقة زوايا أكثر اتساقًا، لكنها تتطلب وزنًا أكبر وأدوات متخصصة. تُستخدم هذه الطريقة عند الحاجة إلى ثنيات عالية الدقة أو أشكال فريدة، مع أنها تُنتج مرونة أقل في الأدوات مقارنةً بالثني الهوائي.
النقش هو طريقة ثني عالية الضغط، حيث يخترق المثقب المادة داخل القالب بعمق، مما يُطبع شكل المثقب بشكل دائم. يُنتج هذا انحناءات دقيقة للغاية مع أدنى حد من الارتداد. يُستخدم النقش للأجزاء المتخصصة التي تتطلب دقة فائقة، ولكنه أقل شيوعًا اليوم نظرًا لظهور أنظمة التحكم الرقمي بالحاسوب (CNC) المتقدمة وتقنية الثني الهوائي عالية الجودة.
من خلال إجراء سلسلة من الثنيات، يمكن لآلة ثني الصفائح المعدنية أن تطويها على نفسها لتكوين حاشية (طيّة مسطحة). تُستخدم الحاشية عادةً لتحسين المتانة، والتخلص من الحواف الحادة، أو لتحضير القطعة للتثبيت. يتطلب تركيب الحاشية أدوات خاصة أو مزيجًا من ثنيات الهواء وأدوات التسوية.
يُنشئ الانحناء المُزاح شكلًا هندسيًا على شكل حرف Z في المعدن. يتطلب هذا ثقبًا خاصًا على شكل عنق أوزة أو مثقابًا مُزاحًا، بالإضافة إلى قالب مُطابق. تُستخدم الانحناءات المُزاحة غالبًا في الأقواس أو الوصلات المتداخلة.
وعلى الرغم من هذه التقنيات المختلفة للثني، تظل آلة ثني الثني نوعًا واحدًا من الآلات القادرة على أداء كل هذه الوظائف بمجرد تغيير الأدوات وضبط الإعدادات.
قد يتساءل المبتدئ عن سبب شيوع استخدام مكبس الثني في المصانع حول العالم. يكمن السبب في مزيجه من التنوع والكفاءة والدقة والفعالية من حيث التكلفة. قليلٌ من الآلات في ورش التصنيع تُنجز مهامًا متنوعةً كالمكبس الثني، وقليلٌ منها يسمح للمشغلين بتغيير التصاميم بسرعة دون تغييرات كبيرة في الإعدادات.
تُعد مكابس الثني ضروريةً لقدرتها على ثني مجموعة واسعة من المواد، بما في ذلك الفولاذ، والفولاذ المقاوم للصدأ، والألمنيوم، والنحاس الأصفر، وحتى بعض الصفائح المركبة أو المطلية. تُستخدم في تصنيع كل شيء، بدءًا من مكونات الأجهزة الصغيرة ووصولًا إلى الهياكل الإنشائية الكبيرة. كما أن القدرة على صنع أشكال معقدة عن طريق الثني بدلًا من اللحام تُقلل من وزن القطعة، وتزيد من متانتها، وتُخفض تكاليف الإنتاج. وهذا مهمٌّ بشكل خاص في صناعات مثل أنظمة التدفئة والتهوية وتكييف الهواء، والهياكل الكهربائية، ومكونات السيارات، والمصاعد، ووحدات تكييف الهواء، وألواح البناء، والآلات الزراعية.
من أهم أسباب أهمية مكبس الثني قدرته على الاستجابة للإنتاج منخفض الكميات وعالي الكثافة. في التصنيع الحديث، يطلب العملاء منتجات مخصصة بكميات صغيرة. بخلاف قوالب الختم - التي تتطلب قوالب باهظة الثمن - يمكن لمكبس الثني إنتاج نموذج أولي أو طلب صغير بسرعة وبتكلفة منخفضة. يمكن للمشغل الماهر إنشاء انحناءات جديدة بمجرد ضبط المقياس الخلفي، واختيار الأدوات المناسبة، وإدخال الزاوية المطلوبة. هذا يجعل مكبس الثني ضروريًا للنماذج الأولية، والإنتاج بكميات صغيرة، وخلايا التصنيع المرنة (FMCs).
زاد انتشار مكابس الثني CNC من أهميتها. تتيح وحدات التحكم المتقدمة للمشغلين تصوّر الانحناءات بشكل ثلاثي الأبعاد، واكتشاف أي تصادمات محتملة قبل الانحناء، وحساب تسلسلات الانحناء ومواضع المقياس الخلفي تلقائيًا. تُقلل هذه الميزات بشكل كبير من متطلبات مهارات المشغل، مما يُسهّل على المصانع تدريب العمال الجدد والحفاظ على جودة ثابتة. وهذا أمر بالغ الأهمية في البلدان التي تعاني من نقص في العمالة الماهرة.
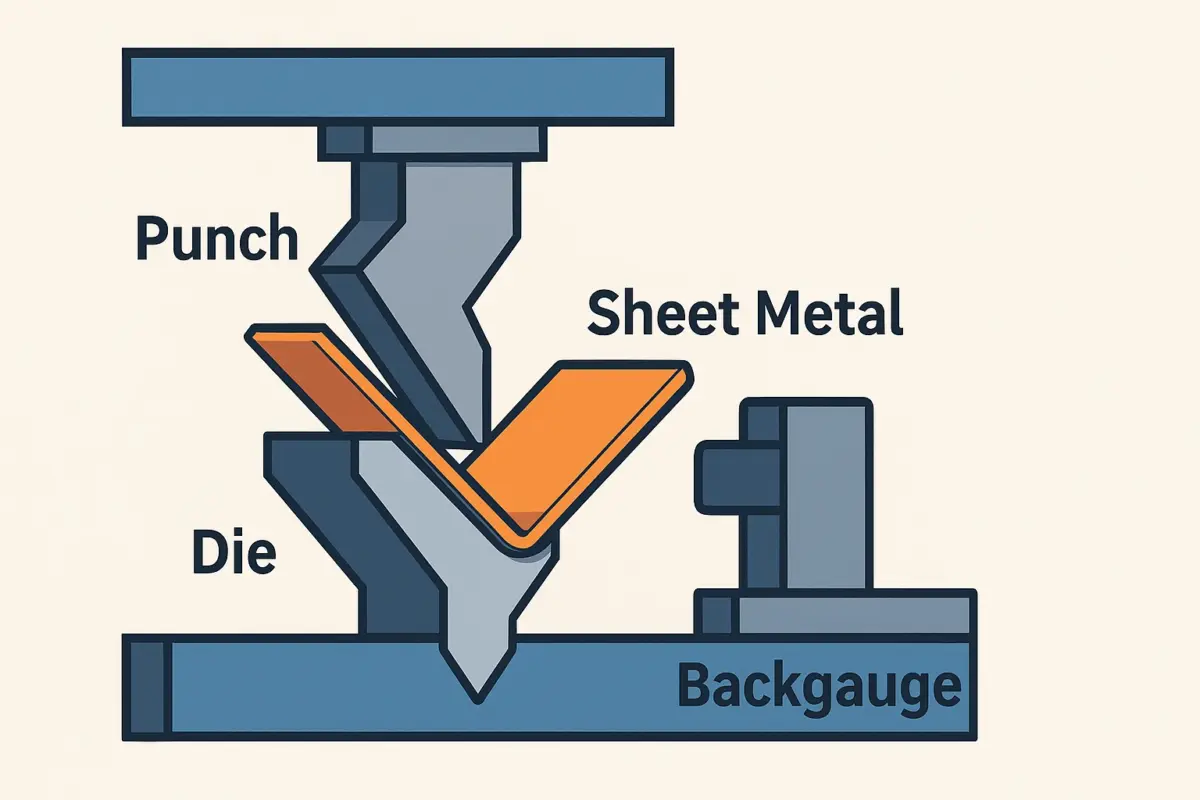
لفهم آلية ثني الصفائح المعدنية فهمًا دقيقًا، يجب على المبتدئين أولًا فهم مبدأ الثني الأساسي. مع أن الآلات الحديثة قد تبدو معقدة - بمحاور CNC ومحركات سيرفو وصمامات تناسبية وأجهزة استشعار متطورة - إلا أن آلية الثني نفسها تعتمد على تفاعل ميكانيكي بسيط. توضع صفيحة معدنية على قالب، ثم تضغط عليها آلة ثقب لتشويه الصفيحة على طول خط مستقيم. يُجبر المعدن على الانحناء، ويصبح هذا التشوه البلاستيكي انحناءً دائمًا.
عندما يبدأ المثقب بالضغط، يخضع المعدن في البداية لتشوه مرن - وهو تغيير مؤقت في الشكل يعود إلى شكله المسطح بمجرد زوال الضغط. فقط بعد أن تتجاوز القوة المؤثرة قوة خضوع المادة، تدخل الصفيحة في تشوه بلاستيكي، حيث يصبح تغيير الشكل دائمًا. هذه هي المرحلة التي يحدث فيها الانحناء فعليًا.
إن فهم هذا التمييز مهم بسبب ظاهرة تُعرف باسم قفزة صاعدة. بعد ثني المادة وتراجع المثقب، ستحاول العودة قليلاً إلى موضعها الأصلي بفضل الاستعادة المرنة. يؤثر هذا على دقة زاوية الانحناء. تُعوّض مكابس الضغط الحديثة المُدارة بالتحكم الرقمي (CNC) الارتداد تلقائيًا من خلال مستشعرات زاوية، أو خوارزميات CNC، أو بضبط عمق اختراق المثقب.
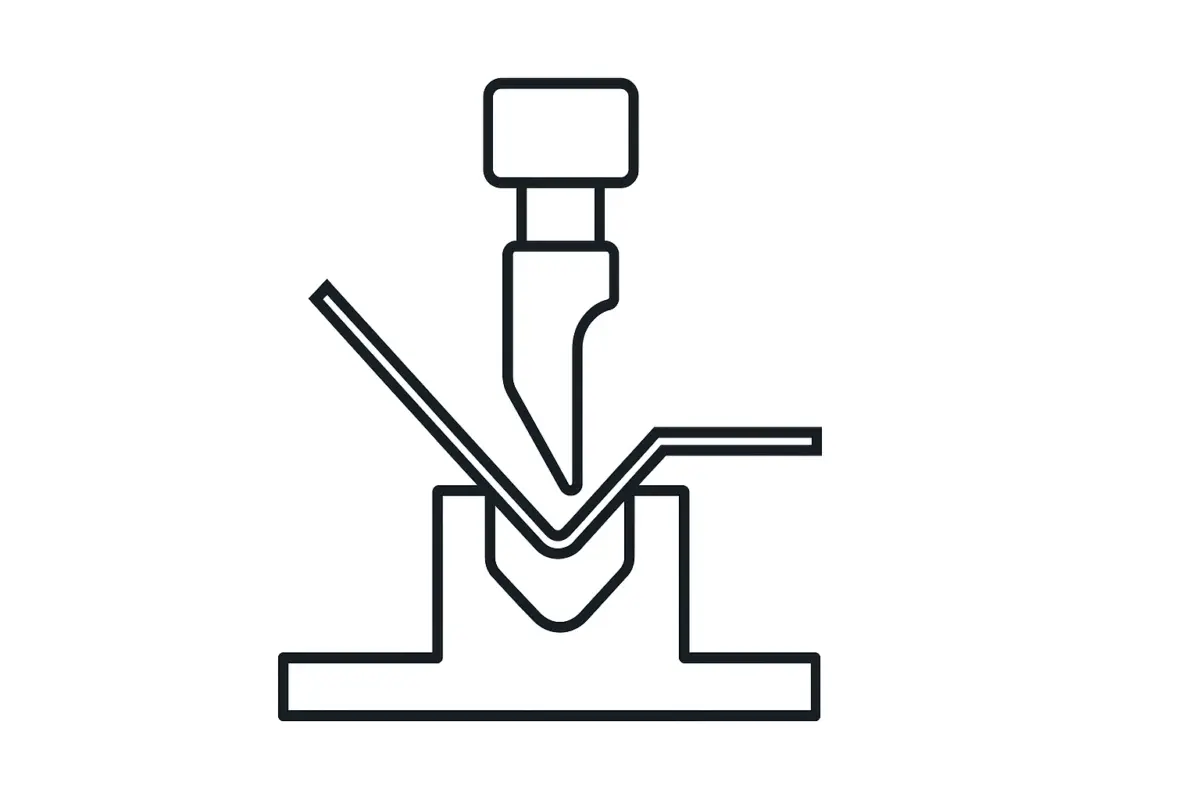
يُعدّ الثني الهوائي أكثر طرق الثني شيوعًا اليوم، نظرًا لانخفاض وزنه وتوفيره مرونة في الزوايا. في هذه العملية، لا يصل المثقب إلى أسفل القالب، بل تلامس الصفيحة طرف المثقب والحافتين العلويتين لقالب V-die، مُشكّلةً تماسًا ثلاثي النقاط.
يتم تحديد الزاوية بواسطة:
نظرًا لأنه من الممكن إنتاج زوايا متعددة باستخدام نفس القالب، فإن الانحناء الهوائي يبسط مخزون الأدوات ويزيد من سرعة الإنتاج.
في عملية الثني السفلي، يدفع المثقب المعدن حتى يتوافق تمامًا مع زاوية القالب. تُقلل هذه الطريقة من ارتداد المعدن، لكنها تتطلب دقة أكبر في التشكيل وقوة أكبر. تُستخدم هذه الطريقة في:
على الرغم من كونها أقل مرونة من ثني الهواء، إلا أن القاع لا يزال مفضلًا في التطبيقات التي تتطلب تحكمًا هندسيًا مستقرًا.
سكّ المعادن طريقة ثني أقدم بكثير. يخترق المثقب الصفيحة بعمق، مما يطبع شكله في المادة. ونظرًا للضغط الشديد، يُستبعد تقريبًا ارتداد المعدن. على الرغم من فائدته في المكونات الدقيقة، إلا أن سكّ المعادن قد تراجع بشكل كبير بسبب ارتفاع تآكل الأدوات، ومتطلبات الوزن الكبيرة، وظهور تقنيات تعويض التحكم الرقمي بالكمبيوتر (CNC).
تستخدم مكابس الثني الحديثة وحدات تحكم CNC لأتمتة كل جانب تقريبًا من جوانب الانحناء:
يقوم جهاز التحكم بتحليل سُمك المادة وزاويتها وشكل الأدوات لتحديد عمق الاختراق الصحيح. وتتجاوز بعض الأنظمة ذلك بتقديم:
يعمل هذا الذكاء الرقمي على تقليل اعتماد المشغل وتحسين الإنتاجية والجودة بشكل كبير.
يعتمد أداء مكبس الثني بشكل كبير على جودة مكوناته الميكانيكية وهندستها. يساعد فهم كل جزء المبتدئين على فهم جداول البيانات، ومقارنة العلامات التجارية المختلفة، وتقييم جودة الآلة.
الإطار هو العمود الفقري للآلة. تتميز مكبسات الثني التقليدية بهيكل فولاذي ملحوم أحادي الكتلة أو على شكل حرف C، مصمم لتحمل قوة هائلة دون انحراف. تُعد الصلابة أساسية، لأن حتى التغيرات الدقيقة في تشوه الإطار قد تؤثر على دقة الانحناء. تخضع مكبسات الثني عالية الجودة لعمليات تخفيف الضغط، مثل:
يعمل الإطار الصلب على تحسين الاستقرار، ويضمن الدقة المتسقة، ويطيل عمر الماكينة.
معظم مكابس الكبح الحديثة هي هيدروليكي أو سيرفو كهربائي.
مكابس الفرامل الهيدروليكية تستخدم أسطوانتين متزامنتين للتحكم في الشعاع العلوي. توفران قوة عالية، وحركة سلسة، وأداءً مستقرًا. تستخدم الطرز المتطورة صمامات تناسبية وأنظمة حلقة مغلقة للتحكم الدقيق في الحركة.
مكابس الضغط الكهربائية المؤازرة استبدال زيت الهيدروليك بمحركات سيرفو كهربائية وآليات أحزمة. يقدمون:
ومع ذلك، فهي أقل وزنًا بشكل عام وأكثر ملاءمة لتطبيقات الصفائح الرقيقة مثل الخزائن المعدنية، والمصاعد، وأجهزة الإضاءة، أو الألواح المصنوعة من الألومنيوم.
يحمل العارضة العلوية المثقب، بينما تحمل الطاولة السفلية القالب. محاذاتهما بالغة الأهمية. تستخدم الآلات الحديثة:
تضمن هذه الأنظمة التشغيل السلس والتقليل من التآكل.
يُحدد المقياس الخلفي موضع الصفائح المعدنية قبل الثني، ويحدد عرض الثني ويضمن إمكانية التكرار. تستخدم مكابس الثني الأساسية حركة على المحور السيني (للأمام والخلف)، بينما قد تتضمن الطرز المتقدمة ما يلي:
يتيح المقياس الخلفي تحديد المواقع بدقة للانحناءات المعقدة متعددة الخطوات.
يؤثر تشكيل القالب بشكل كبير على جودة الانحناء والمرونة ومتطلبات القوة. تستخدم مكبس الثني القياسي ما يلي:
تستخدم الآلات المتطورة ميكانيكيًا أو هيدروليكيًا أنظمة التثبيت لتغييرات سريعة للأدوات.
عند ثني القطع الطويلة، ينحرف الإطار والطاولة بشكل طبيعي بسبب الضغط. تُعوّض أنظمة التاج هذا الانحراف بحيث تبقى الزوايا ثابتة على طول قطعة العمل بأكملها. هناك نوعان:
تعمل التاج الهيدروليكي على ضبط الضغط على طول الطاولة تلقائيًا للتخلص من عدم دقة الانحناء.
وحدة التحكم هي "عقل" مكبس الثني، حيث تتحكم بجميع المحاور ومنطق الانحناء. من أشهر العلامات التجارية:
يدعم نظام CNC ما يلي:
غالبًا ما يتم الحكم على مكابس الثني CNC الحديثة من خلال مدى تطور جهاز التحكم الخاص بها.
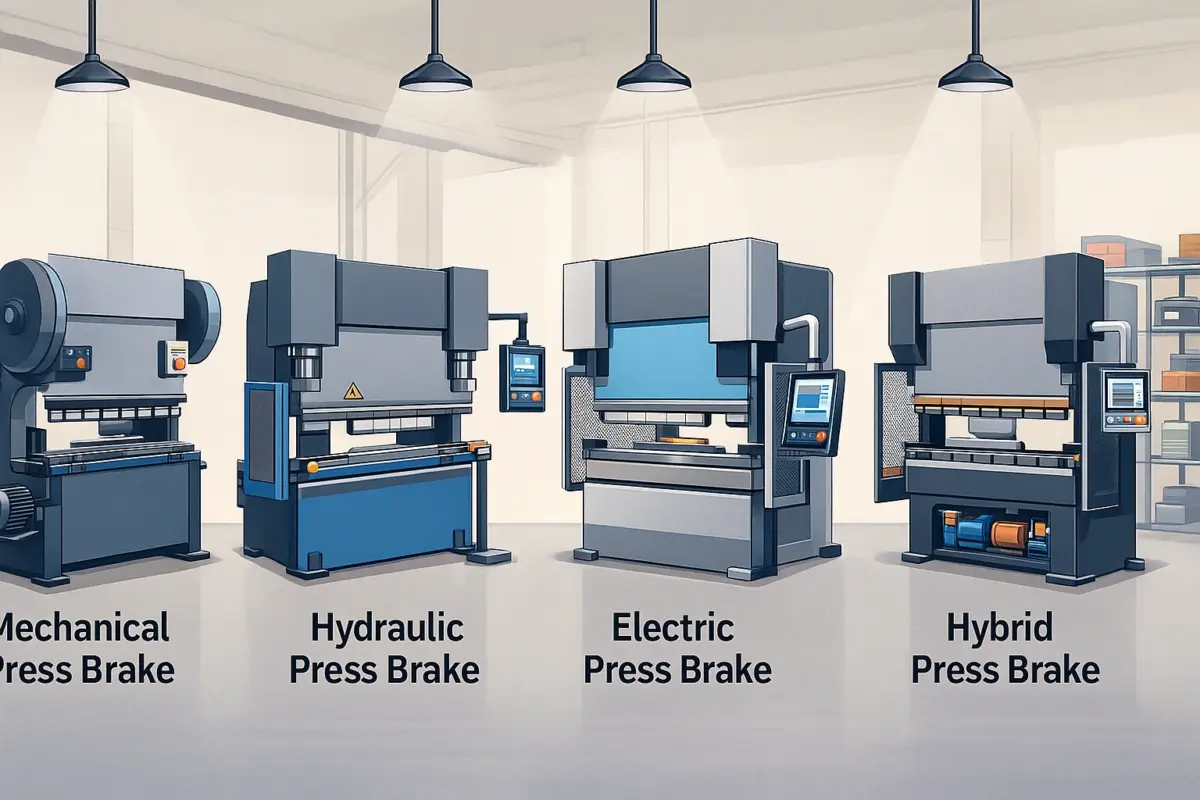
تأتي مكابح الضغط في عدة أنواع اعتمادًا على نظام القيادة والتكوين والتطبيق المقصود.
تستخدم مكابس الضغط الميكانيكية دولاب موازنة يعمل بمحرك. عندما يضغط المشغل على القابض، يُطلق دولاب الموازنة طاقة لتحريك الكبش للأسفل.
المزايا:
القيود:
على الرغم من استخدامها على نطاق واسع في السبعينيات والتسعينيات من القرن العشرين، إلا أن مكابس الثني الميكانيكية تعتبر الآن قديمة وأقل أمانًا.
أصبحت مكابس الثني الهيدروليكية المعيار الصناعي على مدى العقود الثلاثة الماضية. تستخدم أسطوانات هيدروليكية للتحكم في حركة الكبش.
المزايا:
القيود:
تسيطر مكابس الفرامل الهيدروليكية على الصناعات الثقيلة مثل البناء وبناء السفن وتصنيع الآلات.
تجمع هذه الآلات بين الطاقة الهيدروليكية والتحكم المتقدم باستخدام الحاسب الآلي.
المميزات الرئيسية:
إنهم يسلمون:
اليوم، أصبحت مكابس الفرامل الهيدروليكية CNC هي النماذج الأكثر استخدامًا على نطاق واسع عالميًا.
تستخدم الأنظمة الكهربائية المؤازرة كرة لولبية أو حزام محرك مدعوم بمحركات مؤازرة.
المزايا:
القيود:
تحظى هذه الآلات بشعبية متزايدة في الصناعات الإلكترونية والإضاءة والألمنيوم.
عندما يتعين ثني قطع العمل الطويلة جدًا - ما يصل إلى 6-12 مترًا - تستخدم المصانع مكابس ضغط متزامنة معًا.
التطبيقات:
تتطلب الأنظمة الترادفية وحدة تحكم متقدمة للحفاظ على المزامنة، ولكنها توفر مرونة لا مثيل لها للمشاريع واسعة النطاق.
يُعدّ تشكيل مكابس الضغط من أهم العوامل المساهمة في جودة الثني. حتى أفضل أنظمة التحكم الرقمي بالكمبيوتر (CNC) لا يمكنها تعويض الأدوات المُختارة بشكل خاطئ أو المُهترئة. يُحدد التشكيل نصف قطر الثني، والوزن المطلوب، والزاوية المُمكنة، واحتمالية وجود عيوب مثل التشقق أو التآكل. غالبًا ما يُقلل المبتدئون من أهمية التشكيل، إذ يعتبرونه مُلحقًا وليس مُكوّنًا دقيقًا. في الواقع، يُمثل التشكيل أساسًا تقنيًا لثني الصفائح المعدنية بشكل مُتسق.
المثقب هو الأداة العلوية التي تُدخل المادة فعليًا إلى القالب. تختلف أنماط المثقب حسب هندسة الانحناء، واحتياجات الخلوص، ومتطلبات نصف القطر.
لكمة مستقيمة
أبسط مثقاب، يُستخدم للانحناءات متعددة الأغراض التي لا يحدث فيها أي تداخل بين المثقاب وقطعة العمل. وهو مناسب للانحناءات القياسية بزوايا 90 درجة و120 درجة و30 درجة.
لكمة عنق الإوزة
تتميز مثاقب عنق الإوزة بتصميم مُقصوص أو مُغَطَّى يُوفِّر مساحةً كافيةً للحواف المُنثنية سابقًا. وبدون هذه المساحة، قد تصطدم المثاقب بالجزء المُنثني. تُعد هذه المثاقب أساسيةً لإنتاج أشكال الصناديق والقنوات والأجزاء ذات الانحناءات المُرتجعة.
لكمة الزاوية الحادة
مُصممة لثني الزوايا الحادة (أقل من 90 درجة). تتميز هذه المثاقب برؤوس حادة، تُستخدم غالبًا مع قوالب الزوايا الحادة لإنتاج مقاطع على شكل حرف V أو زوايا حادة.
لكمة نصف القطر
يُستخدم عندما تتطلب المكونات نصف قطر محدد بدلاً من زاوية حادة. تشمل التطبيقات الألواح المعمارية، وتشطيبات الألومنيوم، ومكونات التصميم الداخلي للسيارات.
لكمة الحاشية
تعمل مثاقب الحواف على مرحلتين: الأولى، إحداث انحناء جزئي، والثانية، تسطيح الصفيحة للحصول على حافة ناعمة. تُستخدم هذه الأدوات عادةً في حواف الأمان، وألواح السيارات، ومنتجات الفولاذ الرقيقة.
لكمة الأوفست
يُستخدم مع قالب إزاحة لإنشاء انحناءات على شكل حرف Z أو انحناءات متعرجة. غالبًا ما تُرى هذه الانحناءات في الأقواس والمفاصل المتداخلة للصفائح المعدنية.
صُممت كل لكمة بعناية فائقة لضمان القوة والمتانة والدقة. تُصلَّب اللكمات عالية الجودة وتُصقل بدقة عالية، مما يضمن عمرًا افتراضيًا طويلًا وأداءً مستقرًا.
القالب هو الأداة السفلية التي تستقبل الصفائح المعدنية أثناء الثني. يؤثر تصميمه على الزاوية ونصف القطر والوزن المطلوب.
قوالب V القياسية
أكثر أنواع القوالب شيوعًا. تتوفر هذه القوالب بأحجام فتحات مختلفة (مثل ٨ مم، ١٢ مم، ١٦ مم، ٣٢ مم). القاعدة العامة هي "قاعدة ٨T"، حيث تكون فتحة القالب حوالي ٨ أضعاف سُمك الصفيحة لثني الهواء.
قوالب ذات زاوية حادة
يُستخدم للانحناءات الحادة. غالبًا ما يُقرن بلكمات حادة لتشكيل قنوات على شكل حرف V أو مكونات زخرفية.
قوالب الحاشية
تتكون من نظام من مرحلتين: الثني ثم التسوية. يجب محاذاة قوالب الثني بدقة لتجنب التشقق أو ترك علامات على الورقة.
قوالب متوافقة مع عنق الإوزة
مصممة مع مراعاة الخلوص. عند استخدامها مع مثاقب عنق الإوزة، تدعم هذه المثاقب الأشكال الهندسية المعقدة والهياكل الصندوقية.
قوالب متعددة V (قوالب متعددة V)
يسمح بأحجام فتحات متعددة على شكل حرف V ضمن قالب واحد. هذا يزيد من المرونة ويقلل من وقت تغيير الأداة.
قوالب القاع
تُستخدم لثني القاع، حيث تُجبر المثقبة الصفيحة بإحكام على زاوية القالب. تُحسّن هذه الأدوات الدقة، لكنها تتطلب وزنًا أكبر.
غالبًا ما يفترض المبتدئون أن أي مجموعة من أدوات الثقب والقوالب ستعمل بكفاءة، لكن جودة الأدوات تختلف اختلافًا كبيرًا. تستخدم الأدوات المتطورة فولاذًا مُقسّىً للأدوات مثل:
المعالجة الحرارية المناسبة تزيد من صلابة السطح، وتقلل من التآكل، وتمنع التشقق. قد تتشوه الأداة ضعيفة التصلب بعد بضعة آلاف من الانحناءات فقط، مما يُسبب عدم دقة واضحة في أجزائها.
غالبًا ما تستخدم مكابس الثني الحديثة أنظمة تثبيت سريعة هيدروليكية أو ميكانيكية. تتيح هذه الأنظمة للمشغلين:
تعتبر أنظمة التثبيت العلوية والسفلية التي يتم التحكم فيها باستخدام الحاسب الآلي ذات قيمة خاصة في التصنيع عالي المزيج ومنخفض الحجم، حيث تكون تغييرات الأدوات المتكررة أمرًا شائعًا.
تؤثر الأدوات على الدقة أكثر من أي مكون ميكانيكي آخر. الأدوات غير الدقيقة تُسبب:
لأن عملية التشكيل تلامس قطعة العمل مباشرةً، تنتقل حتى العيوب الطفيفة إلى القطعة النهائية. ولذلك، يتعامل المصنعون ذوو الجودة العالية مع عملية التشكيل كاستثمار، لا كنفقة.
إن تحقيق انحناءات دقيقة أكثر تعقيدًا من مجرد وضع الصفيحة وخفض المثقب. وتنتج الزاوية النهائية عن تفاعل بين سلوك المادة، وهندسة الأدوات، ومعايرة مكابس الثني، وإعدادات المشغل. غالبًا ما يفترض المبتدئون أن دقة الانحناء تأتي كليًا من نظام التحكم الرقمي بالكمبيوتر (CNC)، ولكن في الواقع، تلعب عوامل مثل الارتداد وتنوع المادة دورًا أكبر.
الارتداد هو ميل المعدن للعودة قليلاً إلى شكله الأصلي المسطح بعد الانحناء. ولأن الطبقات الخارجية للمعدن تتمدد أثناء الانحناء، فإنها تحاول التعافي بمجرد إزالة الحمل. تعتمد كمية الارتداد على:
على سبيل المثال:
ولهذا السبب يجب على أنظمة CNC ضبط عمق الاختراق بشكل ديناميكي.
تباين المواد
حتى ضمن الدفعة نفسها، قد تختلف خصائص الصفائح المعدنية قليلاً. قد تتعرض بعض الصفائح لإجهاد داخلي أكبر، خاصةً عند قطعها بالليزر أو قصها بشفرة حادة.
تآكل الأدوات
يؤدي القالب البالي إلى زيادة نصف قطر الانحناء، مما يؤدي إلى تغيير الارتداد واتساق الزاوية.
دقة المقياس الخلفي
إذا انحرفت أصابع المقياس الخلفي أو انحرفت، يتغير عمق الانحناء بشكل غير متوقع.
التغيرات في درجات الحرارة
ترتفع درجة حرارة الأنظمة الهيدروليكية أثناء التشغيل، مما يُغيّر سلوك الكبش بشكل طفيف. تُعوّض أنظمة CNC المتطورة ذلك تلقائيًا.
أخطاء التتويج
تميل الأجزاء الطويلة إلى أن يكون لها زوايا غير متسقة عبر الطول ما لم يتم ضبط التاج بشكل صحيح.
تتضمن مكابس الثني الحديثة نظامًا واحدًا أو أكثر من الأنظمة التالية:
تُحسّن هذه الأنظمة عملية الانحناء وتُقلل من اعتماد المُشغّل عليها. وهي مفيدة بشكل خاص للدفعات الكبيرة أو المواد عالية التباين، مثل الفولاذ المقاوم للصدأ.
نصف قطر الانحناء هو نصف القطر الداخلي للانحناء. غالبًا ما يُخطئ المبتدئون في فهم العلاقة بين نصف القطر وجودة الانحناء. تُنتج أنصاف الأقطار الأكبر ارتدادًا أقل، ولكنها قد تتطلب مثقابًا أو قوالب متخصصة. تزيد أنصاف الأقطار الأضيق من خطر التشقق، خاصةً في المواد المُصلدة.
عامل K هو مفهوم يُستخدم في تصميم الصفائح المعدنية لحساب الأنماط المسطحة. وهو يمثل موقع المحور المحايد أثناء الانحناء. مع أن المبتدئين لا يحتاجون إلى حفظ المعادلات، إلا أن فهم المفهوم يساعد في تفسير اختلاف أبعاد الأنماط المسطحة عن الهندسة البسيطة.
تعتمد مكابس الثني الحديثة ذات التحكم الرقمي (CNC) بشكل كبير على وحدات تحكم متطورة لتبسيط البرمجة وتقليل الأخطاء وتسريع الإنتاج. قبل عشرين عامًا، كان المشغلون يحسبون بدل الانحناء يدويًا ويتحكمون فقط في المحور السيني للمقياس الخلفي. أما أنظمة اليوم، فتدير محاور متعددة، وتحاكي الانحناءات بشكل ثلاثي الأبعاد، وتمنع التصادمات قبل حدوثها.
ديليم (هولندا)
العلامة التجارية الأكثر شهرة لوحدات التحكم في جميع أنحاء العالم، وتستخدم على نطاق واسع في أوروبا وآسيا والولايات المتحدة. تشتهر بـ:
الموديلات الشعبية: DA-53T، DA-58T، DA-66T، DA-69T
سيبيليك (سويسرا)
يُستخدم في العديد من الآلات الأوروبية. معروف بـ:
الموديلات الشعبية: Cybtouch 12، ModEva، سلسلة Vision
وكالة الفضاء الأوروبية (إيطاليا)
تقدم أنظمة متكاملة بواجهات تعمل باللمس. تشتهر بـ:
قد تحتوي مكبس الثني CNC الأساسي على 3 محاور فقط، بينما يمكن للآلات المتقدمة الوصول إلى 10–18 محورًا.
تشمل المحاور المشتركة ما يلي:
توفر المحاور الإضافية مزيدًا من المرونة، خاصةً للأجزاء المعقدة.
يقوم المتحكم عادة بإرشاد المشغل خلال الخطوات التالية:
في المصانع المتقدمة، تتم أتمتة هذه العملية جزئيًا من خلال البرمجة دون اتصال بالإنترنت.
تؤدي مكابس الثني دورًا أساسيًا في تشكيل المنتجات المعدنية الحديثة. ويمتد تأثيرها ليشمل عشرات الصناعات، بدءًا من الأجهزة المنزلية اليومية ووصولًا إلى مكونات الطيران عالية التقنية. وما يجعل مكابس الثني قيّمة للغاية هو قدرتها على تحويل الصفائح المعدنية المسطحة إلى أشكال صلبة وعملية وقادرة على تحمل الأحمال بدقة وتكرار. يساعد فهم التطبيقات المبتدئين على تقدير أهمية هذه الآلة وتعدد استخداماتها.
تشمل إحدى أكبر فئات التطبيقات الخزائن الكهربائية، وصناديق التحكم، وعلب الشبكات، وأغطية الاتصالات. تتطلب هذه المنتجات انحناءات دقيقة لضمان حواف نظيفة، وتفاوتات دقيقة، وزوايا هيكلية متينة. تُعد مكابس الضغط مثالية لإنتاج:
نظرًا لأن هذه المنتجات تعتمد على محاذاة الفتحة بدقة وملاءمة الباب بشكل مثالي، فإن دقة مكابح الضغط تؤثر بشكل مباشر على جودة المنتج الإجمالية.
تستخدم صناعة التدفئة والتهوية وتكييف الهواء مكابس الضغط لثني صفائح الفولاذ المجلفن والألمنيوم وتحويلها إلى مكونات مجاري الهواء. غالبًا ما تتضمن هذه الأجزاء انحناءات طويلة وزوايا معقدة وحواف رجوع متعددة. عادةً ما تنتج مصانع التدفئة والتهوية وتكييف الهواء ما يلي:
تساعد مكابح الضغط على تقليل تكلفة الإنتاج وتحسين أداء تدفق الهواء من خلال ضمان التوحيد في ملفات تعريف القنوات.
تلعب مكابس الضغط دورًا هامًا في تصنيع قطع غيار السيارات، وخاصةً هياكل هياكل المركبات، والهياكل المعدنية الداخلية، وحوامل الشاسيه، وأغطية البطاريات في المركبات الكهربائية. تشمل تطبيقاتها:
مع تزايد إنتاج السيارات الكهربائية، تتزايد أهمية ثني الألومنيوم خفيف الوزن. وتُستخدم مكابس الضغط الكهربائية المؤازرة بشكل متزايد في هذه التطبيقات نظرًا لسرعتها واستهلاكها المنخفض للطاقة ودقتها العالية.
تستخدم الأجهزة المنزلية، مثل الثلاجات والغسالات والأفران وأجهزة تنقية الهواء، ألواحًا فولاذية مثنية بواسطة مكابس الثني. تتطلب هذه المنتجات ثنيًا سلسًا وخاليًا من الخدوش، مما يجعل استخدام أدوات عالية الجودة أمرًا أساسيًا. تساهم مكابس الثني في:
نظرًا لأن مكونات الأجهزة عادةً ما يكون لها أسطح مرئية، فإن جودة التشطيب المنحني مهمة للغاية.
يعتمد تصنيع المعادن المعمارية بشكل كبير على مكابس الثني لإنتاج ألواح الكسوة، والزخارف، والتعزيزات الهيكلية، ومكونات الأسقف. تشمل المنتجات المنحنية الشائعة ما يلي:
تتطلب التطبيقات المعمارية غالبًا انحناءات طويلة - تصل أحيانًا إلى 6-10 أمتار - وهذا هو السبب في استخدام مكابس الضغط الترادفية أو مكابس CNC ذات السرير الطويل على نطاق واسع في هذا القطاع.
يتطلب الانحناء المُستخدم في صناعة الطائرات دقةً فائقة، غالبًا في حدود ±0.2 درجة أو أكثر. يجب أن تحافظ المكونات على تفاوتات دقيقة، لأن أي خطأ بسيط قد يؤثر على الأداء الديناميكي الهوائي أو محاذاة التجميع. تشمل التطبيقات:
يُعدّ التحكم في الارتداد الزنبركي مهمًا بشكل خاص في سبائك الطيران والفضاء، مثل التيتانيوم أو الألومنيوم عالي القوة. تتطلب هذه المواد أدوات متخصصة وأنظمة تصحيح زاوية متطورة باستخدام الحاسب الآلي.
تتطلب الآلات الزراعية الكبيرة ومعدات البناء مكونات فولاذية قوية مثل:
عادةً ما تتكون هذه المكونات من فولاذ سميك (6-20 مم أو أكثر). وتُستخدم في هذه المصانع مكابس هيدروليكية متينة ذات حمولة عالية - تصل إلى 400-1000 طن.
يعتمد قطاع الطاقة - بما في ذلك تصنيع الطاقة الشمسية وطاقة الرياح والبطاريات - على مكابس الثني للمكونات مثل:
مع نمو الطاقة المتجددة، يستمر الطلب على ثني الصفائح المعدنية بدقة في الارتفاع.
تطورت سلامة مكابس الضغط بشكل ملحوظ خلال العقدين الماضيين. في الماضي، اعتمد المشغلون فقط على الحواجز الميكانيكية والخبرة. أما اليوم، فتتضمن آلاتنا إلكترونيات أمان متطورة، وماسحات ليزرية، وأنظمة حساسة للضغط، وحواجز متشابكة. يساعد فهم هذه التقنيات المبتدئين على اكتساب عادات عمل آمنة.
تُعد أنظمة الحماية بالليزر من أكثر حلول السلامة شيوعًا في مكابس الثني CNC الحديثة. يُلقي مُرسِل ليزر ستارة أمان أمام رأس المثقاب. إذا قاطع أي شيء، مثل اليد، شعاع الليزر أثناء الحركة للأسفل، يُوقف النظام الكبش فورًا.
تشمل الفوائد ما يلي:
تشمل العلامات التجارية الشهيرة LazerSafe وDSP وAKAS.
ستائر الضوء عبارة عن مصفوفات عمودية من أشعة تحت الحمراء موضوعة بالقرب من مقدمة الآلة. في حال انقطاع شعاع، تتوقف الآلة. وهي أقل تكلفة من واقيات الليزر، لكنها لا تعمل بالقرب من الأدوات، مما قد يقلل من إنتاجية القطع الصغيرة.
تستخدم مكابس الثني الحديثة وحدات تحكم منطقية قابلة للبرمجة (PLCs) آمنة ومعتمدة لمستويات أمان عالية. تراقب هذه الوحدات المستشعرات، وأنظمة التشابك، ودواسات القدم، وأنظمة التوقف في حالات الطوارئ، والأسطوانات. تضمن القنوات الاحتياطية التشغيل الآمن حتى في حال تعطل أحد المكونات.
تمنع الحواجز المادية الثابتة أو المتشابكة المشغلين من الوصول إلى مناطق الخطر بالقرب من الجزء الخلفي أو جوانب الآلة. تُغلق الأبواب المنزلقة أو الألواح المفصلية النظام تلقائيًا عند فتحها.
كانت مكابس الثني الميكانيكية التقليدية تتطلب استخدام اليدين. أما الآلات الحديثة، فتستخدم دواسات القدم لتوفير الراحة، إلا أن الدواسة تتضمن:
يضمن هذا التصميم التشغيل المتحكم.
تختلف سلوكيات المواد المختلفة أثناء الانحناء. فهم هذه الاختلافات ضروري للحصول على نتائج دقيقة.
الفولاذ الطري هو المادة الأكثر تسامحًا. ينحني بسلاسة مع تشققات طفيفة وارتداد معتدل. يتدرب معظم المبتدئين على استخدام الفولاذ الطري. تتراوح سماكاته الشائعة بين 0.8 و6 مم.
المزايا:
الفولاذ المقاوم للصدأ أكثر صلابةً وقوةً ارتداديةً أعلى. يتطلب:
تعتبر الدرجات مثل 304 و 316 شائعة ولكنها تتطلب تصحيحًا دقيقًا للزاوية.
الألومنيوم خفيف الوزن ولين، ومع ذلك، تتشقق بعض سبائكه بسهولة إذا ثُنيَت بشدة. يتميز بمقاومة ارتداد غير متوقعة، أحيانًا أكثر من الفولاذ. يُعدّ قياس الزوايا باستخدام الحاسب الآلي مفيدًا بشكل خاص عند ثني الألومنيوم.
تستخدم الصناعات الحديثة فولاذًا عالي القوة مثل Q550 وQ690 وAHSS. تتطلب هذه المواد:
يتم استخدامها على نطاق واسع في مكونات حوادث السيارات والتطبيقات الهيكلية.
الصيانة الدورية تضمن الثبات والدقة والسلامة. غالبًا ما يغفل المبتدئون عن الصيانة، لكن الخبراء يعتبرونها أساسية.
تعمل الماكينة النظيفة على تقليل علامات الانحناء والقضاء على مخاطر التلوث.
تمنع عمليات التفتيش المنتظمة التوقف غير المتوقع.
ينبغي على الفنيين المحترفين إجراء عمليات تفتيش سنوية للحصول على شهادة الدقة.
يُعد اختيار مكبس الثني أحد أهم القرارات في تصنيع الصفائح المعدنية. يجب على المشترين تقييم ليس فقط الوزن، بل أيضًا الدقة، وأدوات التحكم، وعمر المنتج، وتكاليف التشغيل.
يعتبر:
بالنسبة للأقواس البسيطة، قد تكفي آلة ثني هيدروليكية بسيطة. أما بالنسبة لقطع غيار الطائرات، فيُعدّ نموذج CNC متطورًا ضروريًا.
يعتمد حساب الحمولة على:
تساعد الآلات الحاسبة عبر الإنترنت ووحدات التحكم CNC في تقدير القوة المطلوبة.
اختر بناءً على احتياجات الإنتاج:
| مستوى CNC | مناسب ل | ميزات المثال |
|---|---|---|
| أساسي | ورش عمل صغيرة | برمجة ثنائية الأبعاد |
| متوسط المدى | مصانع تصنيع المعدات الأصلية | التحكم متعدد المحاور والمحاكاة |
| الراقية | الفضاء والسيارات | تصحيح زاوية الليزر، البرمجة دون اتصال بالإنترنت |
تأكد من أن الجهاز يدعم:
يؤثر توافق الأدوات على كل من المرونة والتكلفة على المدى الطويل.
توفر المكابس الكهربائية المؤازرة الطاقة، بينما توفر المكابس الهيدروليكية حمولة أكبر. اختر حسب حجم العمل.
غالبًا ما يرتكب المبتدئون أخطاءً متوقعة عند تعلم تشغيل مكابس الثني. فهمها يُجنّب الحوادث ويُحسّن جودة القطع.
يؤدي اختيار قالب ضيق للغاية إلى حدوث تشققات، بينما يؤدي اختيار قالب واسع للغاية إلى حدوث انحناءات غير دقيقة.
يؤدي الفشل في التعويض إلى زوايا غير متناسقة.
يؤدي الوضع غير الصحيح إلى أخطاء الأبعاد.
يحاول بعض المبتدئين الانحناء دون التحقق:
يؤدي هذا دائمًا تقريبًا إلى تلف الأجزاء.
يتجاهل المشغلون الجدد أحيانًا ما يلي:
التدريب والتوعية أمران ضروريان.
مكابس الثني الحديثة ذات التحكم الرقمي (CNC) سهلة الاستخدام للمبتدئين بفضل برمجتها الرسومية ثلاثية الأبعاد. مع ذلك، يتطلب فهم المواد والأدوات خبرة.
تدفع مكابس الضغط المعدن إلى قالب، بينما تُثبّت آلات الطي الصفيحة وتُطوى من الخارج. تُعدّ آلات الطي أكثر ملاءمةً للألواح الكبيرة.
نعم، ولكنها تتطلب اختيارًا دقيقًا للأداة وتعويض الزاوية بسبب الزنبرك.
الأدوات عالية الجودة تدوم لسنوات طويلة إذا صيانتها بشكل صحيح. أما الأدوات الرخيصة فقد تتآكل بسرعة.
تعويض الارتداد والحفاظ على زوايا ثابتة عبر الدفعات.
لا تزال آلة ثني المعادن من أكثر الآلات أهمية في تشكيل المعادن. سواءً لتشكيل الأقواس الصغيرة أو الألواح المعمارية، سواءً شُغّلت يدويًا أو باستخدام أتمتة CNC المتطورة، تُرسّخ آلة ثني المعادن كفاءة ودقة ومرونة التصنيع الحديث. بالنسبة للمبتدئين، يُشكّل فهم مكوناتها، ومبادئ الثني، وأدواتها، وأنظمة CNC، وإجراءات السلامة، أساسًا قويًا للنمو في قطاع التصنيع.







