
Iscriviti alla newsletter
Inserisci il tuo indirizzo email qui sotto e iscriviti alla nostra newsletter
Inserisci il tuo indirizzo email qui sotto e iscriviti alla nostra newsletter
Tutte le voci contano
Tra tutte le macchine per la lavorazione della lamiera, la pressa piegatrice occupa una posizione unica. È uno degli strumenti più antichi, versatili ed essenziali in qualsiasi ambiente di produzione, dalle piccole officine a conduzione familiare alle fabbriche OEM multinazionali. Che si tratti di semplici staffe o di componenti aerospaziali di precisione, i produttori si affidano alla pressa piegatrice per trasformare lamiere piane in componenti con pieghe, angoli e profili geometrici precisi. Per i principianti che si avvicinano al settore della lavorazione dei metalli, comprendere il funzionamento di una pressa piegatrice è fondamentale, poiché influenza il modo in cui vengono progettati i progetti, come vengono pianificati i flussi di lavoro di produzione e come possono essere controllati la qualità e i costi di piegatura.
Sebbene le moderne presse piegatrici integrino sistemi CNC sempre più avanzati, azionamenti servoelettrici, programmazione offline e sistemi di bombatura intelligenti, il principio di piegatura alla base è rimasto sorprendentemente invariato per decenni. Questo crea un interessante mix di tradizione e innovazione: gli artigiani con decenni di esperienza si affidano ancora alla conoscenza tattile e all'intuizione della piegatura, mentre i nuovi operatori si affidano a interfacce grafiche 3D e suggerimenti automatici per l'utensileria. Per comprendere entrambi i mondi, è importante partire dalle basi: cos'è una pressa piegatrice, quali funzioni svolge e perché è così cruciale per la piegatura della lamiera.
Questa guida è pensata per i principianti assoluti che potrebbero non aver mai toccato una pressa piegatrice prima d'ora, così come per i nuovi ingegneri, acquirenti e imprenditori che si affacciano al settore della lamiera. Le spiegazioni evitano intenzionalmente formule eccessivamente accademiche e sottolineano invece la chiarezza concettuale, la terminologia del settore, l'utilizzo pratico e il valore pratico. Una volta completata questa guida, non solo capirai cos'è una pressa piegatrice, ma anche come distinguere i tipi di macchine, come funzionano i principi di piegatura, come gli utensili influiscono sulla precisione e come i moderni sistemi CNC semplificano la programmazione e migliorano la ripetibilità.
Una pressa piegatrice è una macchina utilizzata per piegare la lamiera premendola tra un punzone e una matrice. Fondamentalmente, la macchina crea una deformazione attraverso la forza applicata, che può provenire da sistemi idraulici, servomotori elettrici, volani meccanici o cilindri pneumatici. Indipendentemente dal sistema di azionamento utilizzato, lo scopo rimane lo stesso: creare angoli e forme precise nelle lamiere controllando il movimento della trave superiore, del tavolo inferiore o di entrambi.
Una moderna pressa piegatrice è molto più di un semplice dispositivo di piegatura. È una combinazione di rigidità meccanica, controllo intelligente, sistemi di sicurezza, utensili di precisione e abilità dell'operatore. La qualità di una piega non dipende solo dalla forza applicata; dipende anche da fattori come lo spessore del materiale, la direzione della venatura, la larghezza della matrice, la forma del punzone, la precisione del registro posteriore, la compensazione della bombatura e persino la comprensione da parte dell'operatore del comportamento dei metalli durante la deformazione plastica. A causa di questa complessità, molti nuovi utenti presumono che una pressa piegatrice sia semplicemente una macchina che genera forza, ma i meccanici esperti sanno che è in realtà uno strumento di precisione che richiede un'attenta regolazione e una conoscenza approfondita.
Quando gli ingegneri parlano di "pressa piegatrice", si riferiscono in genere a un modello idraulico standard o a controllo numerico CNC presente nelle moderne fabbriche di produzione. Queste macchine sono solitamente dotate di un sistema a doppio cilindro sincronizzato, un robusto telaio saldato e un registro posteriore che posiziona la lamiera prima della piegatura. Versioni più avanzate includono registri posteriori multiasse, cambi utensili automatici, sistemi di misurazione dell'angolo e grandi controller touch-screen 3D che guidano gli operatori attraverso ogni fase del processo di piegatura. Allo stesso tempo, esistono ancora presse piegatrici meccaniche o manuali più semplici, ampiamente utilizzate per lavori di fabbricazione più leggeri o per scopi didattici.
Per comprendere la definizione di pressa piegatrice è necessario distinguerla anche dalle altre macchine piegatrici. Le piegatrici a rulli creano profili curvi mediante laminazione progressiva della lamiera. Le piegatrici piegano il materiale sollevando una trave di serraggio. Le presse per stampaggio eseguono la formatura ad alta velocità e ad alto volume. Al contrario, una pressa piegatrice è progettata specificamente per una piegatura lineare, controllata e precisa lungo un asse rettilineo. Questo la rende ideale per la produzione di componenti come armadi, contenitori, telai, staffe, porte, canaline e innumerevoli altri componenti in lamiera.
Sebbene lo scopo principale di una pressa piegatrice sia la piegatura, la macchina svolge in realtà diverse funzioni distinte, a seconda degli utensili installati e delle competenze dell'operatore. Comprendere queste funzioni aiuta i principianti a riconoscere la flessibilità e l'importanza della macchina.
Questa è l'operazione più elementare e fondamentale. Il punzone scende nella matrice, costringendo il metallo a piegarsi a un angolo specifico. I produttori utilizzano matrici a V di diverse larghezze per adattarsi a materiali di diverso spessore. La piegatura lineare viene utilizzata per creare canali a U, staffe angolari a L, componenti scatolari e un'ampia gamma di contenitori.
La piegatura in aria utilizza un'apertura della matrice più grande dello spessore del materiale, consentendo al punzone di controllare l'angolo di piega regolando la profondità di penetrazione. Questo metodo richiede meno forza rispetto alla piegatura a fondo e offre all'operatore maggiore flessibilità. La maggior parte delle moderne presse piegatrici si affida alla piegatura in aria perché è efficiente e consente di regolare l'angolo senza dover sostituire la matrice.
Nella piegatura inferiore, il punzone forza il materiale ad aderire saldamente alla matrice. Questo metodo crea angoli più uniformi, ma richiede un tonnellaggio maggiore e utensili dedicati. Viene utilizzato quando sono necessarie piegature ad alta precisione o forme particolari, sebbene comporti una minore flessibilità degli utensili rispetto alla piegatura in aria.
La coniatura è un metodo di piegatura ad alta pressione in cui il punzone penetra in profondità nel materiale all'interno della matrice, imprimendone in modo permanente la forma. Questo crea pieghe estremamente precise con un ritorno elastico minimo. La coniatura viene utilizzata per componenti specializzati che richiedono un'altissima precisione, ma oggi è meno diffusa grazie all'avvento di sistemi CNC avanzati e di piegature ad aria di alta qualità.
Eseguendo una serie di pieghe, una pressa piegatrice può piegare la lamiera su se stessa per creare un orlo (una piega appiattita). Gli orli vengono spesso utilizzati per migliorare la resistenza, eliminare spigoli vivi o preparare un pezzo per il fissaggio. L'orlatura richiede utensili speciali o una combinazione di piegatrici ad aria e utensili per appiattimento.
Una piegatura sfalsata crea una geometria a Z nel metallo. Richiede uno speciale punzone "a collo di cigno" o sfalsato e una matrice corrispondente. Le piegature sfalsate sono spesso utilizzate in staffe o giunti sovrapposti.
Nonostante queste diverse tecniche di piegatura, la pressa piegatrice rimane un unico tipo di macchina in grado di svolgere tutte queste funzioni semplicemente cambiando gli utensili e regolando le impostazioni.
Un principiante potrebbe chiedersi perché la pressa piegatrice sia così diffusa nelle fabbriche di tutto il mondo. Il motivo è la sua combinazione di versatilità, efficienza, precisione e convenienza. Poche macchine in un'officina meccanica gestiscono così tante attività diverse come una pressa piegatrice, e ancora meno permettono agli operatori di cambiare rapidamente design senza dover apportare modifiche sostanziali all'allestimento.
Le presse piegatrici sono essenziali perché possono piegare un'ampia varietà di materiali, tra cui acciaio, acciaio inossidabile, alluminio, ottone, rame e persino alcuni fogli compositi o rivestiti. Vengono utilizzate per creare di tutto, dai piccoli componenti per elettrodomestici ai grandi telai strutturali. La possibilità di realizzare forme complesse piegando anziché saldando riduce anche il peso dei pezzi, aumenta la resistenza e abbassa i costi di produzione. Questo è particolarmente importante in settori come HVAC, quadri elettrici, componenti per autoveicoli, ascensori, unità di condizionamento, pannelli per l'edilizia e macchinari agricoli.
Un altro motivo per cui la pressa piegatrice è fondamentale è la sua capacità di rispondere a produzioni a basso volume e ad alta variabilità. Nella produzione moderna, i clienti richiedono prodotti personalizzati in piccoli lotti. A differenza degli stampi per stampaggio, che richiedono stampi costosi, le presse piegatrici possono produrre un prototipo o un piccolo ordine in modo rapido ed economico. Un operatore esperto può creare nuove pieghe semplicemente regolando il registro posteriore, selezionando l'utensile giusto e inserendo l'angolo richiesto. Questo rende le presse piegatrici essenziali per la prototipazione, la produzione in piccole serie e le celle di produzione flessibili (FMC).
L'ascesa delle presse piegatrici CNC ne ha ulteriormente accresciuto l'importanza. I controller avanzati consentono agli operatori di visualizzare le pieghe in 3D, rilevare potenziali collisioni prima della piegatura e calcolare automaticamente le sequenze di piegatura e le posizioni dei registri posteriori. Queste funzionalità riducono significativamente i requisiti di competenza degli operatori, facilitando la formazione di nuovi lavoratori e il mantenimento di una qualità costante. Questo è particolarmente utile nei paesi che soffrono di carenza di manodopera qualificata.
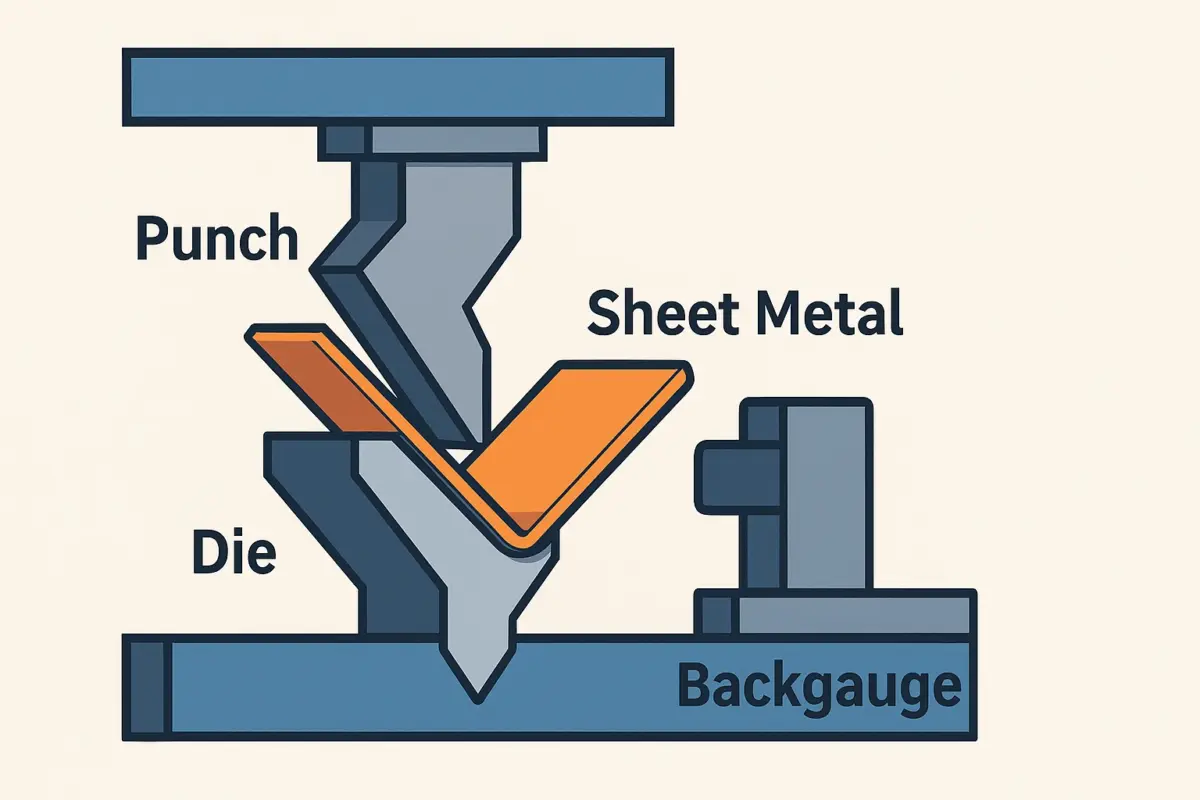
Per comprendere a fondo una pressa piegatrice, i principianti devono prima comprendere il principio fondamentale della piegatura. Sebbene una macchina moderna possa apparire complessa, con assi CNC, servomotori, valvole proporzionali e sensori avanzati, il meccanismo di piegatura in sé si basa su una semplice interazione meccanica. Una lamiera viene posizionata su una matrice e un punzone la preme per deformarla lungo una linea retta. Il metallo è costretto a cedere e questa deformazione plastica si trasforma in una piegatura permanente.
Quando il punzone inizia a premere, il metallo subisce inizialmente una deformazione elastica, ovvero una temporanea variazione di forma che tornerà piatta una volta rimossa la pressione. Solo dopo che la forza applicata supera il limite di snervamento del materiale, la lamiera entra in deformazione plastica, dove la variazione di forma diventa permanente. Questa è la fase in cui si verifica effettivamente la piegatura.
Comprendere questa distinzione è importante a causa di un fenomeno noto come ritorno elastico. Dopo aver eseguito una piega e aver retratto il punzone, il materiale tenterà di tornare leggermente nella sua posizione originale a causa del recupero elastico. Ciò influisce sulla precisione dell'angolo di piega. Le moderne presse piegatrici CNC compensano automaticamente il ritorno elastico tramite sensori angolari, algoritmi CNC o regolando la profondità di penetrazione del punzone.
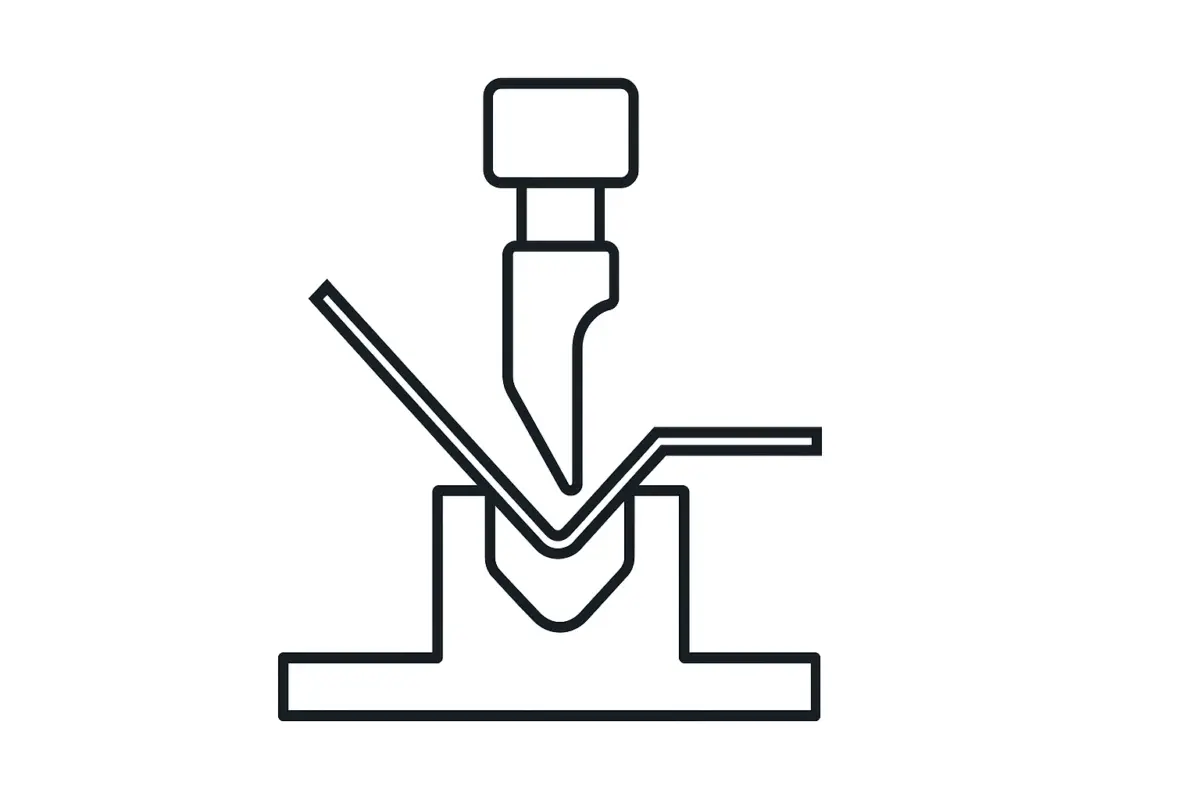
La piegatura in aria è il metodo di piegatura più comune oggi utilizzato perché richiede meno tonnellaggio e offre flessibilità angolare. In questo processo, il punzone non raggiunge il fondo della matrice. Invece, la lamiera tocca la punta del punzone e i due bordi superiori della matrice a V, formando un contatto a tre punti.
L'angolo è determinato da:
Poiché è possibile produrre più angoli con la stessa matrice, la piegatura in aria semplifica l'inventario degli utensili e aumenta la velocità di produzione.
Nella piegatura dal basso, il punzone spinge il metallo fino a quando non si adatta completamente all'angolo della matrice. Questo metodo riduce il ritorno elastico, ma richiede utensili più precisi e una forza maggiore. Viene utilizzato per:
Sebbene meno flessibile della piegatura ad aria, la piegatura a fondo è comunque preferita nelle applicazioni che richiedono un controllo geometrico stabile.
La coniatura è un metodo di piegatura molto più antico. Il punzone penetra in profondità nella lamiera, imprimendo il profilo del punzone nel materiale. Grazie all'estrema pressione applicata, il ritorno elastico viene pressoché eliminato. Sebbene utile per componenti di precisione, la coniatura è in gran parte in declino a causa dell'elevata usura degli utensili, dei requisiti di elevato tonnellaggio e dell'avvento delle tecnologie di compensazione CNC.
Le moderne presse piegatrici utilizzano controllori CNC per automatizzare quasi ogni aspetto della piegatura:
Il controller analizza lo spessore del materiale, l'angolazione e la forma dell'utensile per determinare la corretta profondità di penetrazione. Alcuni sistemi vanno oltre, offrendo:
Questa intelligenza digitale riduce la dipendenza dall'operatore e migliora significativamente la produttività e la qualità.
Le prestazioni di una pressa piegatrice dipendono in larga misura dalla qualità e dalla progettazione dei suoi componenti meccanici. Conoscere ogni componente aiuta i principianti a interpretare le schede tecniche, confrontare diverse marche e valutare la qualità della macchina.
Il telaio è la spina dorsale della macchina. Una tipica pressa piegatrice ha una struttura a C o monoblocco in acciaio saldato, progettata per resistere a forze enormi senza flessioni. La rigidità è essenziale perché anche microscopiche variazioni nella deformazione del telaio possono influire sulla precisione di piegatura. Le presse piegatrici di alta qualità vengono sottoposte a processi di distensione, come:
Un telaio rigido migliora la stabilità, garantisce una precisione costante e prolunga la durata della macchina.
La maggior parte delle presse piegatrici moderne sono idraulico O servoelettrico.
Presse piegatrici idrauliche Utilizzano due cilindri sincronizzati per controllare la trave superiore. Offrono elevata forza, movimento fluido e prestazioni stabili. I modelli di fascia alta utilizzano valvole proporzionali e sistemi a circuito chiuso per un controllo preciso del movimento.
Presse piegatrici servoelettriche sostituire l'olio idraulico con servomotori elettrici e meccanismi a cinghia. Offrono:
Tuttavia, hanno generalmente un tonnellaggio inferiore e sono più adatti per applicazioni su lamiere sottili, come armadi metallici, ascensori, apparecchi di illuminazione o pannelli in alluminio.
La trave superiore sostiene il punzone, mentre il tavolo inferiore sostiene la matrice. Il loro allineamento è fondamentale. Le macchine moderne utilizzano:
Questi sistemi garantiscono un funzionamento regolare e riducono al minimo l'usura.
Il registro posteriore posiziona la lamiera prima della piegatura. Determina la larghezza di piega e garantisce la ripetibilità. Le presse piegatrici entry-level utilizzano il movimento sull'asse X (avanti e indietro), mentre i modelli avanzati possono includere:
Il registro posteriore consente un posizionamento preciso per piegature complesse a più fasi.
Gli utensili influiscono notevolmente sulla qualità della piegatura, sulla flessibilità e sui requisiti di forza. Una pressa piegatrice standard utilizza:
Le macchine di fascia alta utilizzano meccanismi meccanici o idraulici sistemi di serraggio per cambi rapidi degli utensili.
Durante la piegatura di pezzi lunghi, il telaio e il tavolo si flettono naturalmente a causa della pressione. I sistemi di bombatura compensano questa flessione in modo che gli angoli rimangano costanti su tutto il pezzo. Ne esistono due tipi:
La bombatura idraulica regola automaticamente la pressione lungo il tavolo per eliminare le imprecisioni di piegatura.
Il controller è il "cervello" della pressa piegatrice, che gestisce tutti gli assi e la logica di piegatura. Tra i marchi più diffusi figurano:
Il sistema CNC supporta:
Una moderna pressa piegatrice CNC viene spesso giudicata in base alla sofisticatezza del suo controller.
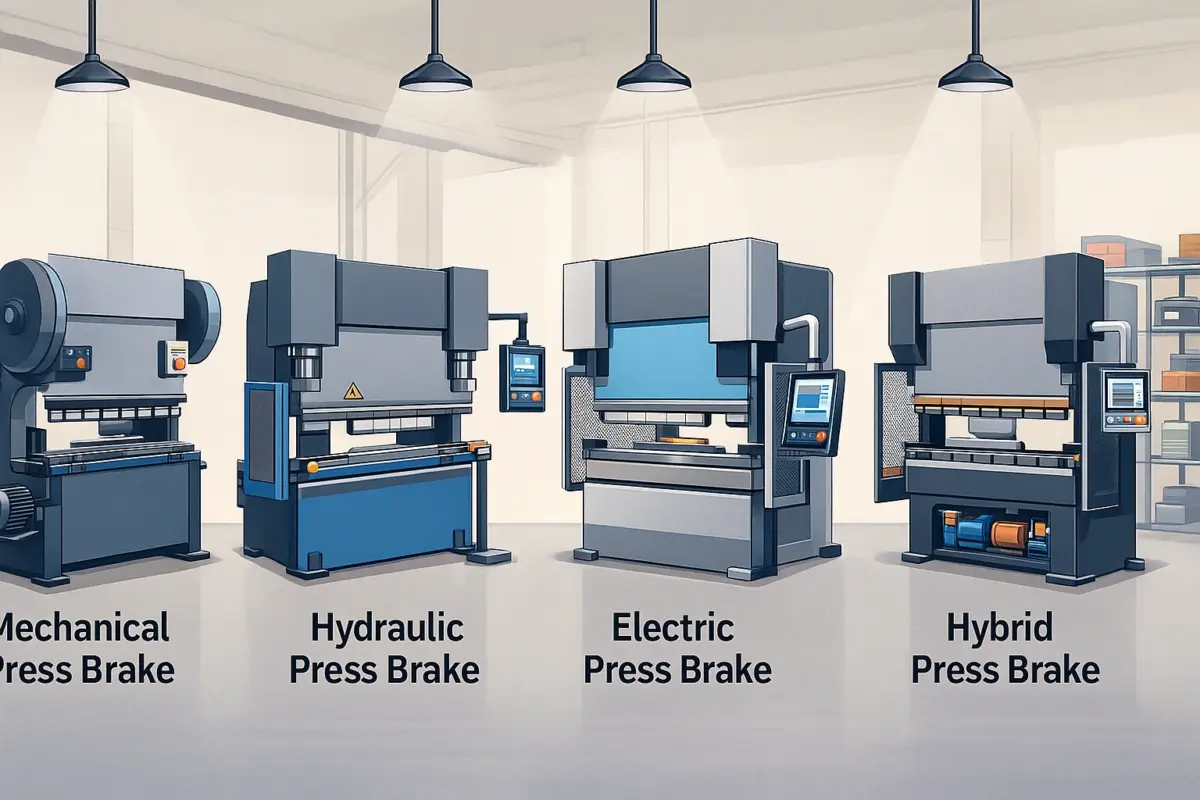
Le presse piegatrici sono disponibili in diversi tipi, a seconda del sistema di azionamento, della configurazione e dell'applicazione prevista.
Le presse piegatrici meccaniche utilizzano un volano azionato da un motore. Quando l'operatore aziona la frizione, il volano rilascia energia per muovere il pistone verso il basso.
Vantaggi:
Limitazioni:
Sebbene ampiamente utilizzate negli anni '70-'90, le presse piegatrici meccaniche sono oggi considerate obsolete e meno sicure.
Le presse piegatrici idrauliche sono diventate lo standard del settore negli ultimi tre decenni. Utilizzano cilindri idraulici per controllare il movimento del pistone.
Vantaggi:
Limitazioni:
Le presse piegatrici idrauliche sono utilizzate prevalentemente nei settori industriali pesanti, come l'edilizia, la cantieristica navale e la produzione di macchinari.
Queste macchine combinano la potenza idraulica con il controllo CNC avanzato.
Caratteristiche principali:
Forniscono:
Oggigiorno, le presse piegatrici idrauliche CNC sono i modelli più diffusi a livello mondiale.
I sistemi servoelettrici utilizzano una trasmissione a vite a sfere o a cinghia alimentata da servomotori.
Vantaggi:
Limitazioni:
Queste macchine sono sempre più diffuse nei settori dell'elettronica, dell'illuminazione e dell'alluminio.
Quando è necessario piegare pezzi molto lunghi, fino a 6-12 metri, le fabbriche utilizzano due presse piegatrici sincronizzate tra loro.
Applicazioni:
I sistemi tandem richiedono un controller avanzato per mantenere la sincronizzazione, ma offrono una flessibilità senza pari per progetti su larga scala.
Gli utensili per presse piegatrici sono uno dei fattori più importanti per la qualità della piegatura. Nemmeno il miglior sistema CNC può compensare utensili mal selezionati o usurati. Gli utensili determinano il raggio di piega, il tonnellaggio richiesto, l'angolo ottenibile e la probabilità di difetti come cricche o grippaggi. I principianti spesso sottovalutano l'importanza degli utensili, considerandoli un accessorio piuttosto che un componente di precisione. In realtà, gli utensili rappresentano una base tecnica fondamentale per una piegatura uniforme della lamiera.
Un punzone è l'utensile superiore che forza fisicamente il materiale nello stampo. Le tipologie di punzone variano a seconda della geometria di piegatura, delle esigenze di gioco e dei requisiti di raggio.
Punzone dritto
Il punzone più semplice, utilizzato per piegature generiche in cui non si verificano interferenze tra il punzone e il pezzo in lavorazione. È adatto per piegature standard a 90°, 120° e 30°.
Punzone a collo d'oca
I punzoni a collo di cigno presentano un design intagliato o incassato che lascia spazio libero per le flange precedentemente piegate. Senza tale spazio, il punzone potrebbe entrare in collisione con una sezione piegata. Questo punzone è essenziale per la produzione di forme scatolari, canali e componenti con pieghe di ritorno.
Punzone ad angolo acuto
Progettati per piegare angoli acuti (inferiori a 90°). Questi punzoni hanno punte più affilate e vengono spesso utilizzati in combinazione con matrici ad angolo acuto per produrre profili a V o angoli acuti.
Punzone a raggio
Utilizzato quando i componenti richiedono un raggio specifico anziché un angolo acuto. Le applicazioni includono pannelli architettonici, finiture in alluminio e componenti per interni di automobili.
Perforatore per orlatura
Le punzonatrici per orlatura funzionano in due fasi: la prima, creando una piega parziale, e la seconda, appiattisce la lamiera in un orlo liscio. Questi utensili sono tipicamente utilizzati per bordi di sicurezza, pannelli per autoveicoli e prodotti in acciaio di spessore sottile.
Punzone offset
Utilizzato con una matrice offset per creare pieghe a Z o oblique. Queste pieghe si vedono spesso nelle staffe e nei giunti sovrapposti di lamiere.
Ogni punzone è accuratamente progettato per garantire resistenza, durata e precisione. I punzoni di alta qualità sono temprati e rettificati con tolleranze precise, garantendo una lunga durata e prestazioni stabili.
La matrice è l'utensile inferiore che riceve la lamiera durante la piegatura. La sua progettazione influenza l'angolo, il raggio e il tonnellaggio richiesto.
V-Dies standard
Il tipo di matrice più comune. Sono disponibili in diverse larghezze di apertura (ad esempio, 8 mm, 12 mm, 16 mm, 32 mm). Una regola generale è la "regola 8T", in cui l'apertura della matrice è circa 8 volte lo spessore della lamiera per la piegatura in aria.
Filiere ad angolo acuto
Utilizzato per curve strette o acute. Spesso abbinato a punzoni acuti per formare canali a V o componenti decorativi.
Fustelle per orlatura
Consistono in un sistema a due fasi: piegatura seguita da appiattimento. Le matrici di graffatura devono essere allineate con precisione per evitare crepe o segni sulla lamiera.
Matrici compatibili con collo d'oca
Progettati tenendo conto degli spazi liberi. Se utilizzati con punzoni a collo di cigno, supportano geometrie complesse e strutture scatolari.
Matrici Multi-V (matrici Multi-V)
Consentono di ottenere diverse dimensioni di apertura a V all'interno di un unico blocco matrice. Aumentano la flessibilità e riducono i tempi di cambio utensile.
Stampi di fondo
Utilizzati per la piegatura del fondo, dove il punzone forza la lamiera saldamente nell'angolo della matrice. Migliorano la precisione ma richiedono un tonnellaggio maggiore.
I principianti spesso danno per scontato che qualsiasi set di punzoni e matrici funzioni bene, ma la qualità degli utensili varia notevolmente. Gli utensili di fascia alta utilizzano acciai temprati come:
Un trattamento termico adeguato aumenta la durezza superficiale, riduce l'usura e previene le cricche. Un utensile mal temprato può deformarsi dopo solo poche migliaia di piegature, causando imprecisioni visibili nei pezzi.
Le presse piegatrici moderne utilizzano spesso sistemi di serraggio rapido idraulici o meccanici. Questi consentono agli operatori di:
I sistemi di serraggio superiore e inferiore controllati da CNC sono particolarmente utili nella produzione ad alto mix e basso volume, dove sono comuni frequenti cambi di utensili.
Gli utensili incidono sulla precisione più di qualsiasi altro componente meccanico. Utensili imprecisi causano:
Poiché gli utensili sono a contatto diretto con il pezzo in lavorazione, anche le più piccole imperfezioni vengono trasferite al pezzo finito. Ecco perché i produttori di alta qualità considerano gli utensili un investimento, non una spesa.
Ottenere pieghe precise è più complesso del semplice posizionamento di una lamiera e dell'abbassamento del punzone. L'angolo finale è il risultato dell'interazione tra il comportamento del materiale, la geometria dell'utensile, la calibrazione della pressa piegatrice e le impostazioni dell'operatore. I principianti spesso danno per scontato che la precisione della piegatura dipenda interamente dal sistema CNC, ma in realtà fattori come il ritorno elastico e la variabilità del materiale giocano un ruolo ancora più importante.
Il ritorno elastico è la tendenza del metallo a tornare leggermente alla sua forma piatta originale dopo la piegatura. Poiché gli strati esterni del metallo vengono allungati durante la piegatura, tendono a recuperare una volta rimosso il carico. L'entità del ritorno elastico dipende da:
Per esempio:
Ecco perché i sistemi CNC devono regolare dinamicamente la profondità di penetrazione.
Variabilità dei materiali
Anche all'interno dello stesso lotto, le proprietà della lamiera possono variare leggermente. Alcune lamiere possono presentare maggiori tensioni interne, soprattutto se tagliate al laser o tranciate con una lama poco affilata.
Usura degli utensili
Una matrice usurata aumenta il raggio di curvatura, modificando il ritorno elastico e la costanza dell'angolo.
Precisione del registro posteriore
Se le dita del registro posteriore si spostano o si flettono, la profondità della piega cambia in modo imprevedibile.
Cambiamenti di temperatura
I sistemi idraulici si riscaldano durante il funzionamento, alterando leggermente il comportamento del pistone. I sistemi CNC di fascia alta compensano automaticamente.
Errori di coronamento
Le parti lunghe tendono ad avere angoli non uniformi lungo tutta la lunghezza, a meno che la bombatura non sia regolata correttamente.
Le moderne presse piegatrici includono uno o più dei seguenti sistemi:
Questi sistemi rendono la piegatura più uniforme e riducono la dipendenza dall'operatore. Sono particolarmente utili per grandi lotti o materiali con elevata variabilità, come l'acciaio inossidabile.
Il raggio di curvatura è il raggio interno della piega. I principianti spesso fraintendono la relazione tra raggio e qualità della piega. Raggi più ampi producono un ritorno elastico inferiore, ma potrebbero richiedere punzoni o matrici specifici. Raggi più stretti aumentano il rischio di cricche, soprattutto nei materiali temprati.
Il fattore K è un concetto utilizzato nella progettazione di lamiere per calcolare i modelli piani. Rappresenta la posizione dell'asse neutro durante la piegatura. Sebbene i principianti non abbiano bisogno di memorizzare formule, comprendere il concetto aiuta a spiegare perché le dimensioni dei modelli piani differiscono dalla geometria semplice.
Le moderne presse piegatrici CNC si affidano in larga misura a controller avanzati per semplificare la programmazione, ridurre gli errori e accelerare la produzione. Vent'anni fa, gli operatori calcolavano manualmente le tolleranze di piegatura e controllavano solo l'asse X del registro posteriore. I sistemi odierni gestiscono più assi, simulano le piegature in 3D e prevengono le collisioni prima che si verifichino.
Delem (Paesi Bassi)
Il marchio di controller più riconosciuto al mondo, ampiamente utilizzato in Europa, Asia e Stati Uniti. Noto per:
Modelli popolari: DA-53T, DA-58T, DA-66T, DA-69T
Cybelec (Svizzera)
Utilizzato in molte macchine europee. Noto per:
Modelli popolari: Cybtouch 12, ModEva, serie Vision
ESA (Italia)
Offre sistemi integrati con interfacce touchscreen. Noto per:
Una pressa piegatrice CNC di base può avere solo 3 assi, mentre le macchine più avanzate possono arrivare a 10-18 assi.
Gli assi comuni includono:
Un numero maggiore di assi garantisce maggiore flessibilità, soprattutto per le parti complesse.
In genere, il controller guida l'operatore attraverso questi passaggi:
Nelle fabbriche avanzate, questo processo è parzialmente automatizzato attraverso programmazione offline.
Le presse piegatrici svolgono un ruolo fondamentale nella realizzazione dei moderni prodotti in metallo. La loro influenza si estende a decine di settori, dagli elettrodomestici di uso quotidiano ai componenti aerospaziali ad alta tecnologia. Ciò che rende la pressa piegatrice così preziosa è la sua capacità di trasformare lamiere piane in forme rigide, funzionali e portanti con precisione e ripetibilità. Comprendere le applicazioni aiuta i principianti ad apprezzare l'importanza e la versatilità di questa macchina.
Una delle categorie di applicazioni più vaste riguarda armadi elettrici, scatole di controllo, contenitori di rete e alloggiamenti per telecomunicazioni. Questi prodotti richiedono piegature precise per creare bordi puliti, tolleranze strette e angoli strutturalmente solidi. Le presse piegatrici sono ideali per la produzione di:
Poiché questi prodotti si basano su un allineamento preciso dei fori e su un perfetto montaggio delle porte, la precisione della pressa piegatrice ha un impatto diretto sulla qualità complessiva del prodotto.
Il settore HVAC utilizza presse piegatrici per piegare lamiere di acciaio zincato e alluminio in componenti per canalizzazioni. Queste parti spesso richiedono lunghe curve, angoli complessi e molteplici flange di ritorno. Gli stabilimenti HVAC producono comunemente:
Le presse piegatrici contribuiscono a ridurre i costi di produzione e a migliorare le prestazioni del flusso d'aria garantendo uniformità nei profili dei condotti.
Le presse piegatrici svolgono un ruolo significativo nella produzione di componenti per l'industria automobilistica, in particolare per le strutture della carrozzeria, i telai metallici interni, le staffe del telaio e gli alloggiamenti delle batterie nei veicoli elettrici. Le applicazioni includono:
Con l'aumento della produzione di veicoli elettrici, la piegatura di alluminio leggero sta diventando sempre più importante. Le presse piegatrici servoelettriche sono sempre più utilizzate in queste applicazioni grazie alla loro velocità, al basso consumo energetico e all'elevata precisione.
Elettrodomestici come frigoriferi, lavatrici, forni e purificatori d'aria utilizzano pannelli in acciaio piegati tramite presse piegatrici. Questi prodotti richiedono una piegatura fluida e senza graffi, rendendo essenziale l'utilizzo di utensili di alta qualità. Le presse piegatrici contribuiscono a:
Poiché i componenti degli elettrodomestici presentano solitamente superfici visibili, la qualità della finitura di piegatura è estremamente importante.
La lavorazione dei metalli in ambito architettonico si avvale in larga misura delle presse piegatrici per la produzione di pannelli di rivestimento, profili decorativi, rinforzi strutturali e componenti per coperture. I prodotti piegati più comuni includono:
Le applicazioni architettoniche spesso richiedono lunghe piegature, a volte fino a 6-10 metri, ed è per questo che in questo settore vengono ampiamente utilizzate le presse piegatrici tandem o le presse CNC a bancale lungo.
La piegatura di livello aerospaziale richiede un'estrema precisione, spesso entro ±0,2° o superiore. I componenti devono mantenere tolleranze esatte, poiché anche piccole imprecisioni possono influire sulle prestazioni aerodinamiche o sull'allineamento dell'assemblaggio. Le applicazioni includono:
Il controllo del ritorno elastico è particolarmente importante nelle leghe aerospaziali come il titanio o l'alluminio ad alta resistenza. Questi materiali richiedono utensili specializzati e sistemi CNC avanzati per la correzione dell'angolo.
I grandi macchinari agricoli e le attrezzature edili richiedono componenti in acciaio robusti come:
Questi componenti sono in genere realizzati in acciaio spesso (6-20 mm o più). In questi stabilimenti vengono utilizzate presse piegatrici idrauliche per impieghi gravosi e ad alto tonnellaggio, fino a 400-1000 tonnellate.
Il settore energetico, che comprende la produzione di energia solare, eolica e di batterie, si affida alle presse piegatrici per componenti quali:
Con la crescita delle energie rinnovabili, la domanda di piegature precise della lamiera continua ad aumentare.
La sicurezza delle presse piegatrici si è evoluta in modo significativo negli ultimi due decenni. In passato, gli operatori si affidavano esclusivamente a protezioni meccaniche ed esperienza. Le macchine odierne integrano elettronica di sicurezza avanzata, scanner laser, sistemi sensibili alla pressione e barriere interbloccate. La comprensione di queste tecnologie aiuta i principianti a sviluppare abitudini di lavoro sicure.
I sistemi di protezione laser sono tra le soluzioni di sicurezza più comuni nelle moderne presse piegatrici CNC. Un trasmettitore laser proietta una cortina di sicurezza davanti alla punta del punzone. Se un oggetto, come una mano, interrompe il raggio laser durante il movimento di discesa, il sistema arresta immediatamente la pressa.
I vantaggi includono:
Tra i marchi più diffusi figurano LazerSafe, DSP e AKAS.
Le barriere fotoelettriche sono fasci verticali di raggi infrarossi posizionati vicino alla parte anteriore della macchina. Se un raggio viene interrotto, la macchina si ferma. Sono più economiche delle barriere laser, ma non possono operare così vicino agli utensili, il che può ridurre la produttività per i pezzi di piccole dimensioni.
Le moderne presse piegatrici utilizzano PLC (controllori logici programmabili) di sicurezza certificati per elevati livelli di sicurezza. Questi PLC monitorano sensori, interblocchi, pedali, arresti di emergenza e cilindri. I canali ridondanti garantiscono un funzionamento sicuro anche in caso di guasto di un componente.
Protezioni fisiche fisse o interbloccate impediscono agli operatori di raggiungere zone pericolose vicino al retro o ai lati della macchina. Porte scorrevoli o pannelli incernierati spengono automaticamente il sistema se aperti.
Le tradizionali presse piegatrici meccaniche richiedevano l'uso di due mani. Le macchine moderne utilizzano pedali per una maggiore ergonomia, ma il pedale include:
Questa progettazione garantisce un funzionamento controllato.
Materiali diversi si comportano in modo diverso durante la piegatura. Comprendere queste differenze è essenziale per ottenere risultati accurati.
L'acciaio dolce è il materiale più tollerante. Si piega facilmente, con minime crepe e un ritorno elastico moderato. La maggior parte dei principianti si esercita con l'acciaio dolce. Gli spessori più comuni vanno da 0,8 a 6 mm.
Vantaggi:
L'acciaio inossidabile è notevolmente più duro e ha un ritorno elastico più elevato. Richiede:
I gradi come 304 e 316 sono comuni, ma richiedono un'attenta correzione dell'angolazione.
L'alluminio è leggero e morbido, ma alcune leghe si rompono facilmente se piegate troppo bruscamente. Ha un ritorno elastico imprevedibile, a volte maggiore dell'acciaio. La misurazione dell'angolo tramite CNC è particolarmente utile quando si piega l'alluminio.
Le industrie moderne utilizzano acciai ad alta resistenza come Q550, Q690 e AHSS. Questi materiali richiedono:
Sono ampiamente utilizzati per componenti antiurto per autoveicoli e applicazioni strutturali.
Una manutenzione regolare garantisce stabilità, precisione e sicurezza. I principianti spesso trascurano la manutenzione, ma gli operatori esperti la considerano essenziale.
Una macchina pulita riduce i segni di piegatura ed elimina i rischi di contaminazione.
Ispezioni regolari prevengono tempi di inattività imprevisti.
I tecnici professionisti dovrebbero effettuare ispezioni annuali per certificare la precisione.
La scelta di una pressa piegatrice è una delle decisioni più importanti nella lavorazione della lamiera. Gli acquirenti devono valutare non solo il tonnellaggio, ma anche la precisione, i controlli, la durata e i costi di esercizio.
Considerare:
Per staffe semplici, può essere sufficiente una pressa piegatrice idraulica di base. Per i componenti aerospaziali, è essenziale un modello CNC avanzato.
Il calcolo del tonnellaggio dipende da:
Calcolatrici online e controller CNC aiutano a stimare la forza necessaria.
Scegli in base alle esigenze di produzione:
| Livello CNC | Adatto per | Caratteristiche di esempio |
|---|---|---|
| Di base | Piccoli laboratori | Programmazione 2D |
| Di fascia media | fabbriche OEM | Controllo multiasse, simulazione |
| Di fascia alta | Aerospaziale/Automotive | Correzione dell'angolo laser, programmazione offline |
Assicurarsi che la macchina supporti:
La compatibilità degli utensili influisce sia sulla flessibilità sia sui costi a lungo termine.
Le presse servoelettriche consentono di risparmiare energia, mentre le presse idrauliche offrono un tonnellaggio maggiore. Scegliete in base al carico di lavoro.
I principianti commettono spesso errori prevedibili quando imparano a utilizzare le presse piegatrici. Comprenderli può prevenire incidenti e migliorare la qualità dei pezzi.
Una matrice troppo stretta provoca crepe, mentre una matrice troppo larga provoca pieghe imprecise.
La mancata compensazione provoca angoli incoerenti.
Un posizionamento errato provoca errori dimensionali.
Alcuni principianti provano a piegare senza controllare:
Ciò causa quasi sempre la produzione di pezzi di scarto.
A volte i nuovi operatori trascurano:
Formazione e consapevolezza sono essenziali.
Le moderne presse piegatrici CNC sono adatte anche ai principianti grazie alla programmazione grafica 3D. Tuttavia, la comprensione dei materiali e degli utensili richiede ancora esperienza.
Le presse piegatrici spingono il metallo in una matrice, mentre le piegatrici bloccano il foglio e piegano dall'esterno. Le piegatrici sono più adatte per pannelli di grandi dimensioni.
Sì, ma richiede un'attenta selezione degli utensili e una compensazione dell'angolo a causa del ritorno elastico.
Gli utensili di alta qualità durano molti anni se mantenuti correttamente. Gli utensili economici possono usurarsi rapidamente.
Compensazione del ritorno elastico e mantenimento di angoli costanti nei lotti.
La pressa piegatrice rimane una delle macchine più indispensabili nella lavorazione dei metalli. Che si tratti di sagomare piccole staffe o pannelli architettonici, che venga azionata manualmente o tramite automazione CNC avanzata, la pressa piegatrice continua a definire l'efficienza, la precisione e la flessibilità della fabbricazione moderna. Per i principianti, la comprensione dei suoi componenti, dei principi di piegatura, degli utensili, dei sistemi CNC e delle misure di sicurezza fornisce una solida base per la crescita nel settore manifatturiero.







