
Подписаться на рассылку новостей
Введите свой адрес электронной почты ниже и подпишитесь на нашу рассылку
Введите свой адрес электронной почты ниже и подпишитесь на нашу рассылку
Все голоса имеют значение
Среди всех станков для обработки листового металла листогибочный пресс занимает уникальное положение. Это один из старейших, самых универсальных и незаменимых инструментов в любой производственной сфере — от небольших семейных мастерских до многонациональных заводов-изготовителей оригинального оборудования (OEM). Работая с простыми кронштейнами или прецизионными компонентами для аэрокосмической промышленности, производители полагаются на листогибочный пресс для преобразования плоского листового металла в детали с точными изгибами, углами и геометрическими профилями. Для новичков в области обработки металла понимание принципа работы листогибочного пресса имеет основополагающее значение, поскольку оно влияет на разработку конструкций, планирование производственных процессов и контроль качества и стоимости гибки.
Хотя современные листогибочные прессы оснащены всё более совершенными системами ЧПУ, сервоприводами, автономным программированием и интеллектуальными системами прогиба, базовый принцип гибки остаётся удивительно неизменным на протяжении десятилетий. Это создаёт интересное сочетание традиций и инноваций: мастера с многолетним опытом по-прежнему полагаются на тактильные ощущения и интуицию гибки, в то время как новички полагаются на трёхмерные графические интерфейсы и автоматические подсказки по выбору инструмента. Чтобы понять оба эти понятия, важно начать с основ: что такое листогибочный пресс, какие функции он выполняет и почему он так важен для гибки листового металла.
Это руководство предназначено для начинающих специалистов, которые, возможно, никогда раньше не прикасались к листогибочному прессу, а также для инженеров, закупщиков и владельцев бизнеса, начинающих работать с листогибочным прессом. В объяснениях намеренно избегается чрезмерно академичное использование формул, вместо этого основное внимание уделяется ясности понятий, отраслевой терминологии, реальному применению и практической ценности. Ознакомившись с этим руководством, вы не только поймете, что такое листогибочный пресс, но и как различать типы станков, как работают принципы гибки, как инструмент влияет на точность и как современные системы ЧПУ упрощают программирование и повышают повторяемость.
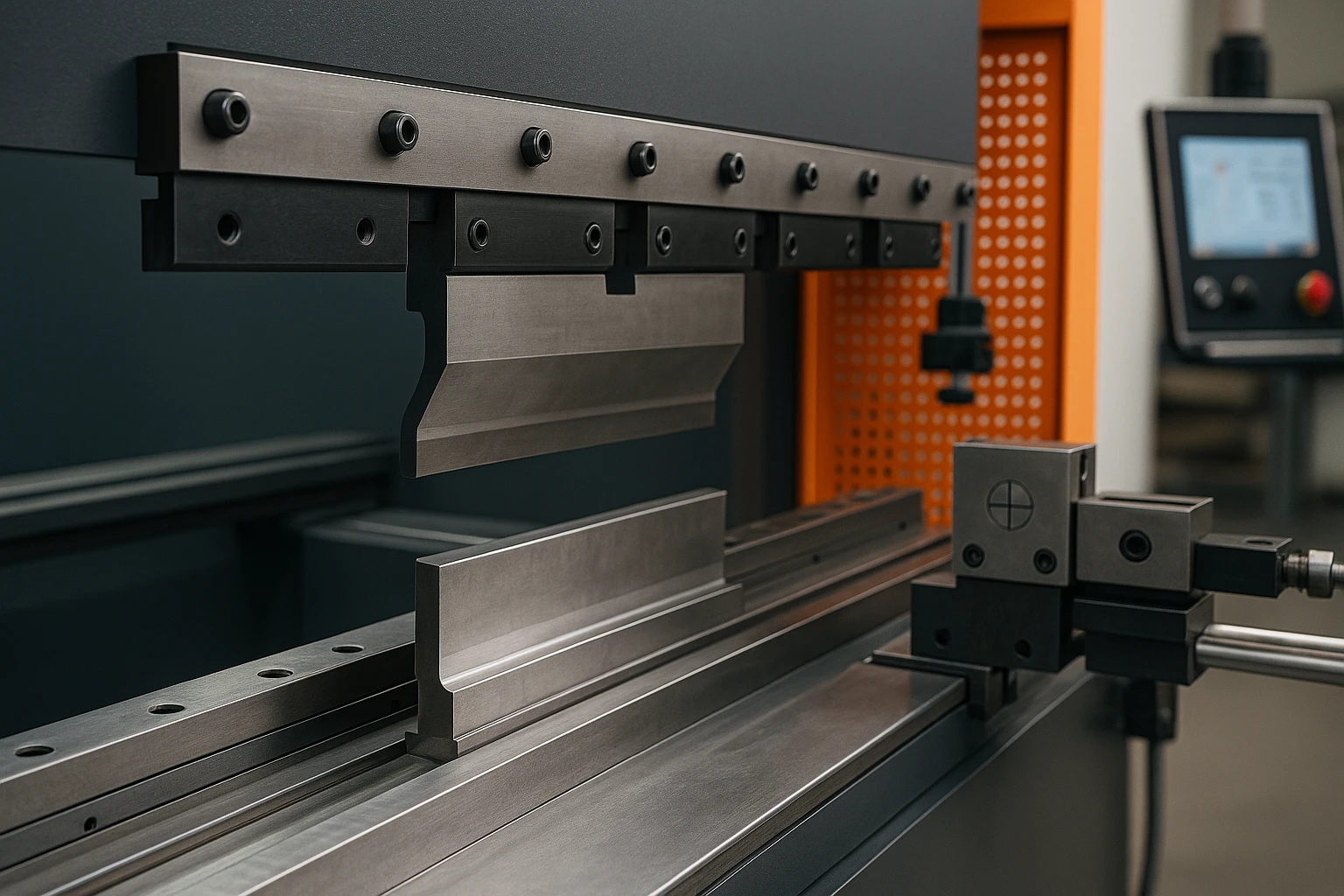
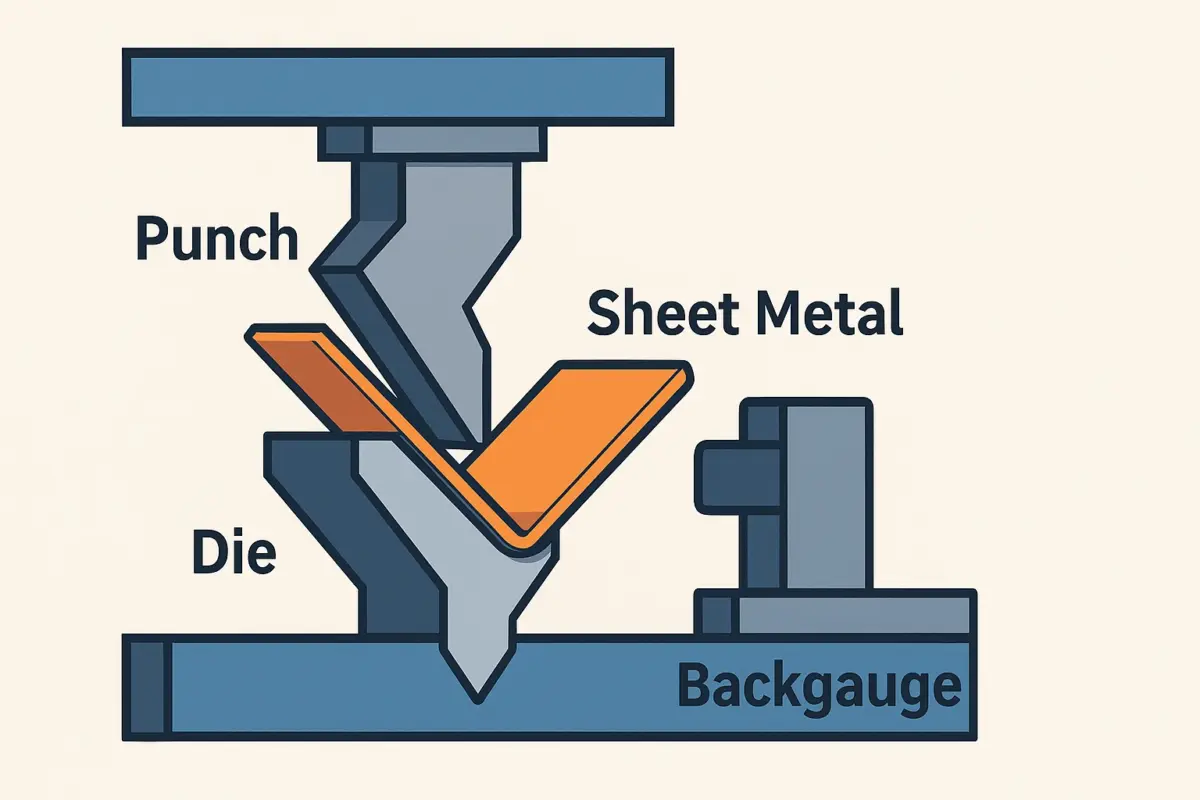
Листогибочный пресс — это станок для гибки листового металла путём зажима его между пуансоном и матрицей. Принцип работы станка заключается в создании деформации за счёт приложения силы, которая может быть вызвана гидравлическими системами, электросерводвигателями, механическими маховиками или пневматическими цилиндрами. Независимо от используемой системы привода, цель остаётся неизменной: создавать точные углы и формы на металлических листах путём управления движением верхней балки, нижнего стола или обоих.
Современный листогибочный пресс — это гораздо больше, чем просто гибочное устройство. Он сочетает в себе механическую жёсткость, интеллектуальное управление, системы безопасности, прецизионный инструмент и навыки оператора. Качество гибки зависит не только от приложенного усилия, но и от таких факторов, как толщина материала, направление волокон, ширина матрицы, форма пуансона, точность заднего упора, компенсация прогиба и даже понимание оператором особенностей поведения металлов при пластической деформации. Из-за этой сложности многие начинающие пользователи считают листогибочный пресс просто силовой машиной, но опытные специалисты знают, что на самом деле это прецизионный инструмент, требующий тщательной настройки и специальных знаний.
Когда инженеры говорят о “гибочном прессе”, они обычно имеют в виду стандартную гидравлическую или гидравлическую модель с ЧПУ, используемую на современных гибочных заводах. Эти станки обычно оснащены синхронизированной двухцилиндровой системой, прочной сварной рамой и задним упором, который позиционирует лист металла перед гибкой. Более продвинутые версии включают многокоординатные задние упоры, устройства автоматической смены инструмента, системы измерения угла и большие 3D-сенсорные экраны, которые помогают операторам на каждом этапе процесса гибки. В то же время более простые механические или ручные гибочные прессы всё ещё существуют и широко используются для решения несложных производственных задач или в образовательных целях.
Понимание определения листогибочного пресса также требует его отличия от других гибочных машин. Вальцегибочные машины создают изогнутые профили путём последовательной прокатки листового металла. Листогибочные машины сгибают материал, поднимая прижимную балку. Штамповочные прессы выполняют высокоскоростную штамповку больших объёмов. В отличие от них, листогибочный пресс разработан специально для контролируемой, точной, линейной гибки вдоль прямой оси. Это делает его идеальным для изготовления таких деталей, как шкафы, корпуса, рамы, кронштейны, двери, профили и множество других деталей из листового металла.
Хотя основное назначение листогибочного пресса — гибка, станок выполняет несколько различных функций в зависимости от установленного инструмента и навыков оператора. Понимание этих функций помогает новичкам оценить гибкость и важность станка.
Это самая простая и фундаментальная операция. Пуансон опускается в матрицу, заставляя металл изгибаться под определённым углом. Производители используют V-образные матрицы разной ширины для обработки материалов разной толщины. Линейная гибка используется для создания U-образных каналов, уголковых кронштейнов, коробчатых компонентов и широкого спектра корпусов.
При воздушной гибке используется отверстие матрицы, превышающее толщину материала, что позволяет пуансону контролировать угол гиба, регулируя глубину проникновения. Этот метод требует меньшего усилия, чем при продавливании, и предоставляет оператору большую гибкость. Большинство современных листогибочных прессов используют воздушную гибку, поскольку она эффективна и позволяет регулировать угол без замены матрицы.
При гибке снизу пуансон плотно прижимает материал к матрице. Этот метод позволяет получать более стабильные углы, но требует большего усилия и специального инструмента. Он используется, когда требуются высокоточные гибы или уникальные формы, хотя и приводит к меньшей гибкости инструмента по сравнению с гибкой на воздухе.
Чеканка — это метод гибки под высоким давлением, при котором пуансон глубоко проникает в материал внутри матрицы, оставляя неизгладимый след формы пуансона. Это позволяет получать чрезвычайно точные гибы с минимальным пружинением. Чеканка используется для изготовления деталей, требующих сверхвысокой точности, но в настоящее время она менее распространена из-за развития современных систем ЧПУ и высококачественной гибки на воздухе.
Выполняя серию гибов, листогибочный пресс может сгибать листовой металл, образуя фальц (сплющенный сгиб). Фальцование часто используется для повышения прочности, устранения острых кромок или подготовки детали к креплению. Для фальцовки требуются специальные инструменты или комбинация пневматических гибочных и плющильных инструментов.
Смещение гибов создаёт в металле Z-образную геометрию. Для этого требуется специальный пуансон типа “гусиная шея” или смещение гибов и соответствующая матрица. Смещение гибов часто используется в кронштейнах или перекрывающихся соединениях.
Несмотря на эти различные методы гибки, листогибочный пресс остается единым типом машины, способным выполнять все эти функции путем простой замены инструмента и регулировки настроек.
Новичок может задаться вопросом, почему листогибочный пресс так распространён на заводах по всему миру. Причина в сочетании универсальности, эффективности, точности и экономичности. Немногие станки в производственном цехе способны выполнять столько же различных задач, как листогибочный пресс, и ещё меньше таких, которые позволяют операторам быстро менять конструкцию без серьёзных изменений в настройке.
Листогибочные прессы незаменимы, поскольку они могут гнуть широкий спектр материалов, включая сталь, нержавеющую сталь, алюминий, латунь, медь и даже некоторые композитные или листовые материалы с покрытием. Они используются для производства самых разных изделий: от деталей небольших бытовых приборов до крупных строительных каркасов. Возможность создания сложных форм методом гибки вместо сварки также уменьшает вес деталей, повышает их прочность и снижает производственные затраты. Это особенно важно в таких отраслях, как производство систем отопления, вентиляции и кондиционирования воздуха, электротехнических шкафов, автомобильных компонентов, лифтов, кондиционеров, строительных панелей и сельскохозяйственной техники.
Ещё одна причина, по которой листогибочный пресс так важен, — это его способность адаптироваться к мелкосерийному и многономенклатурному производству. В современном производстве заказчики требуют индивидуального изготовления продукции небольшими партиями. В отличие от штампов, для которых требуются дорогостоящие пресс-формы, листогибочные прессы позволяют быстро и недорого изготовить прототип или небольшой заказ. Квалифицированный оператор может создавать новые гибы, просто регулируя задний упор, выбирая подходящий инструмент и вводя необходимый угол. Это делает листогибочные прессы незаменимыми для создания прототипов, мелкосерийного производства и гибких производственных ячеек (ГПМ).
Распространение листогибочных прессов с ЧПУ ещё больше повысило их значимость. Усовершенствованные контроллеры позволяют операторам визуализировать гибы в трёхмерном пространстве, выявлять потенциальные столкновения перед гибкой и автоматически рассчитывать последовательность гибов и положение задних упоров. Эти функции значительно снижают требования к квалификации оператора, упрощая для предприятий обучение новых рабочих и поддержание стабильного качества. Это особенно ценно в странах, испытывающих нехватку квалифицированной рабочей силы.
Чтобы полностью понять работу листогибочного пресса, новичкам необходимо сначала понять фундаментальный принцип гибки. Хотя современный станок может показаться сложным – с осями ЧПУ, сервоприводами, пропорциональными клапанами и передовыми датчиками – сам механизм гибки основан на простом механическом взаимодействии. Лист металла помещается на матрицу, и пуансон надавливает на него, деформируя лист по прямой линии. Металл вынуждается деформироваться, и эта пластическая деформация становится постоянным изгибом.
Когда пуансон начинает прессовать, металл сначала претерпевает упругую деформацию — временное изменение формы, которое возвращается к плоскому состоянию после снятия давления. Только после того, как приложенное усилие превысит предел текучести материала, лист переходит в стадию пластической деформации, при которой изменение формы становится постоянным. Именно в этой фазе происходит фактическая гибка.
Понимание этого различия важно из-за явления, известного как пружинение. После гибки и отвода пуансона материал пытается немного вернуться в исходное положение благодаря упругому восстановлению. Это влияет на точность угла гибки. Современные листогибочные прессы с ЧПУ автоматически компенсируют пружинный возврат с помощью датчиков угла, алгоритмов ЧПУ или путём регулировки глубины проникновения пуансона.
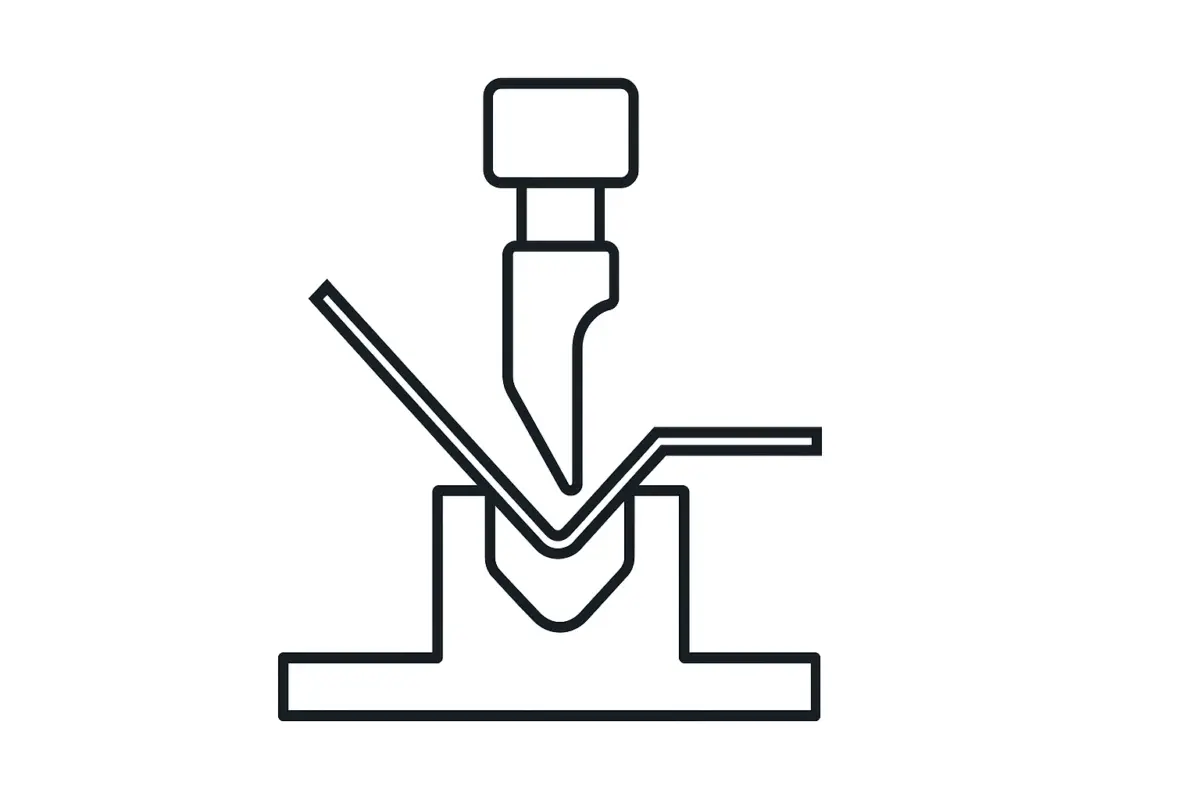
Гибка на воздухе — наиболее распространённый метод гибки, используемый сегодня, поскольку он требует меньшего усилия и обеспечивает гибкость угла. При этом пуансон не достигает дна матрицы. Вместо этого лист соприкасается с кончиком пуансона и двумя верхними кромками V-образной матрицы, образуя трёхточечный контакт.
Угол определяется:
Поскольку с помощью одной и той же матрицы можно изготавливать изделия под разными углами, воздушная гибка упрощает запас инструментов и увеличивает скорость производства.
При гибке снизу пуансон продавливает металл до тех пор, пока он полностью не примет форму матрицы. Этот метод уменьшает пружинение, но требует более точного инструмента и большего усилия. Он используется для:
Хотя метод изгиба снизу менее гибок, чем воздушная гибка, он по-прежнему предпочтителен в приложениях, требующих стабильного геометрического контроля.
Чеканка — гораздо более старый метод гибки. Пуансон глубоко проникает в лист, оставляя следы от формы в материале. Благодаря высокому давлению пружинение практически отсутствует. Хотя чеканка и полезна для прецизионных деталей, её применение значительно сократилось из-за высокого износа инструмента, больших требований к усилию прессования и развития технологий компенсации ЧПУ.
Современные листогибочные прессы используют контроллеры ЧПУ для автоматизации практически каждого этапа гибки:
Контроллер анализирует толщину материала, угол и форму инструмента, чтобы определить правильную глубину проникновения. Некоторые системы идут ещё дальше, предлагая:
Этот цифровой интеллект снижает зависимость от оператора и значительно повышает производительность и качество.
Производительность листогибочного пресса во многом зависит от качества и конструкции его механических компонентов. Понимание каждого компонента помогает новичкам читать технические характеристики, сравнивать машины разных марок и оценивать качество.
Рама — основа станка. Типичный листогибочный пресс имеет С-образную или моноблочную сварную стальную конструкцию, способную выдерживать огромные нагрузки без прогиба. Жёсткость крайне важна, поскольку даже микроскопические изменения деформации рамы могут повлиять на точность гибки. Высококачественные листогибочные прессы проходят процедуры снятия напряжений, такие как:
Жесткая рама повышает устойчивость, обеспечивает постоянную точность и продлевает срок службы машины.
Большинство современных листогибочных прессов гидравлический или сервоэлектрический.
Гидравлические листогибочные прессы Для управления верхней балкой используются два синхронизированных цилиндра. Они обеспечивают высокую силу, плавность хода и стабильную работу. В моделях высокого класса используются пропорциональные клапаны и системы с обратной связью для точного управления движением.
Сервоэлектрические листогибочные прессы Замените гидравлическое масло на электросерводвигатели и ременные механизмы. Они предлагают:
Однако они, как правило, имеют меньшую грузоподъемность и лучше всего подходят для тонколистовых изделий, таких как металлические шкафы, лифты, осветительные приборы или алюминиевые панели.
Верхняя балка удерживает пуансон, а нижний стол — матрицу. Их выравнивание имеет решающее значение. Современные станки используют:
Эти системы обеспечивают бесперебойную работу и минимизируют износ.
Задний упор позиционирует лист металла перед гибкой. Он определяет ширину гиба и обеспечивает повторяемость. Листогибочные прессы начального уровня используют перемещение по оси X (вперед и назад), а продвинутые модели могут включать в себя:
Задний упор обеспечивает точное позиционирование для сложных многоступенчатых гибов.
Инструментальная оснастка существенно влияет на качество гибки, гибкость и требуемое усилие. Стандартный листогибочный пресс использует:
Высококлассные машины используют механические или гидравлические зажимные системы для быстрой смены инструмента.
При гибке длинных деталей рама и стол естественным образом прогибаются под действием давления. Системы компенсации прогиба компенсируют этот прогиб, обеспечивая единообразие углов по всей длине заготовки. Существует два типа систем:
Гидравлическая система компенсации прогиба автоматически регулирует давление по всему столу, устраняя неточности гибки.
Контроллер — это “мозг” листогибочного пресса, управляющий всеми осями и логикой гибки. Среди популярных брендов:
Система ЧПУ поддерживает:
Современный листогибочный пресс с ЧПУ часто оценивают по сложности его контроллера.
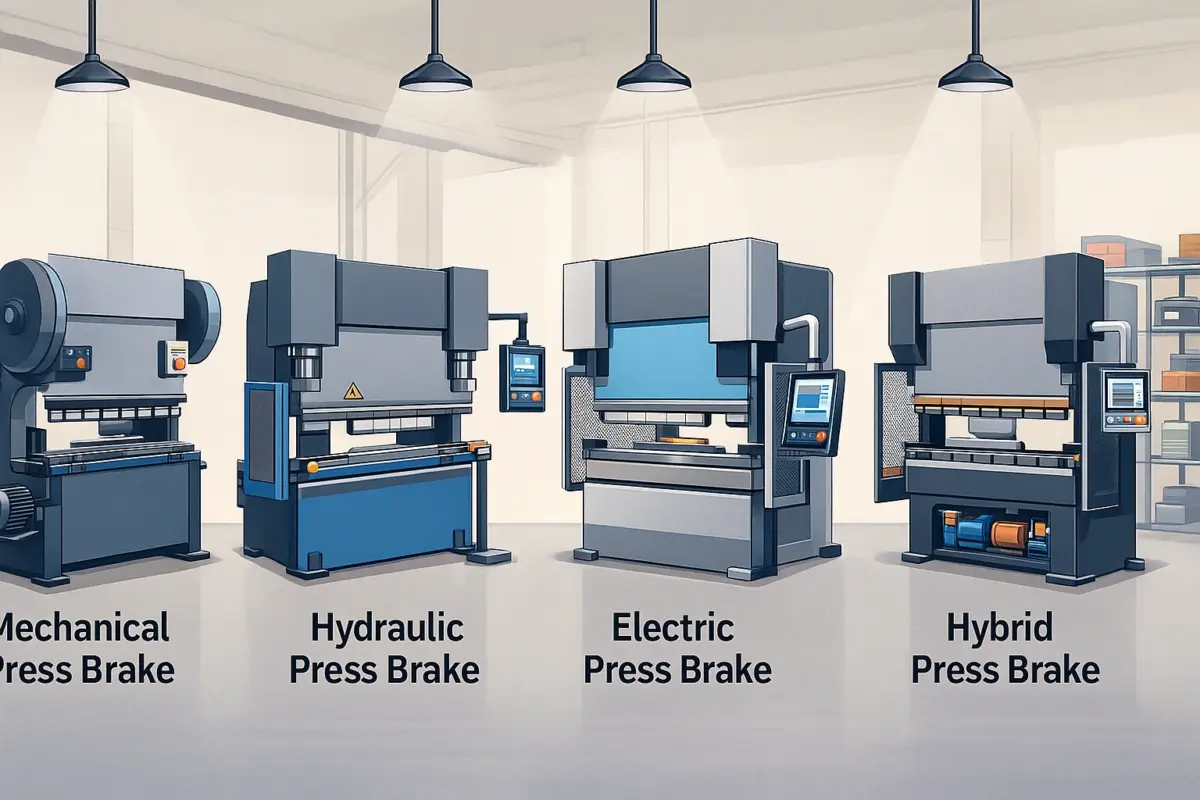
Листогибочные прессы бывают нескольких типов в зависимости от системы привода, конфигурации и предполагаемого применения.
Механические листогибочные прессы используют маховик, приводимый в движение двигателем. Когда оператор включает сцепление, маховик высвобождает энергию, перемещающую ползун вниз.
Преимущества:
Ограничения:
Несмотря на широкое применение механических листогибочных прессов в 1970–1990-х годах, сегодня они считаются устаревшими и менее безопасными.
Гидравлические листогибочные прессы стали отраслевым стандартом за последние три десятилетия. Для управления движением ползуна в них используются гидравлические цилиндры.
Преимущества:
Ограничения:
Гидравлические листогибочные прессы доминируют в таких тяжелых отраслях промышленности, как строительство, судостроение и машиностроение.
Эти машины сочетают в себе гидравлическую мощность и современное ЧПУ-управление.
Основные характеристики:
Они обеспечивают:
На сегодняшний день гидравлические листогибочные прессы с ЧПУ являются наиболее широко используемыми моделями во всем мире.
Сервоэлектрические системы используют шарико-винтовой или ременной привод, приводимый в действие серводвигателями.
Преимущества:
Ограничения:
Эти машины становятся все более популярными в электронной, светотехнической и алюминиевой промышленности.
Когда необходимо согнуть очень длинные заготовки — до 6–12 метров — на заводах используют два гибочных пресса, синхронизированных между собой.
Приложения:
Для синхронизации тандемным системам требуется современный контроллер, но они обеспечивают непревзойденную гибкость для крупномасштабных проектов.
Инструмент для листогибочного пресса играет одну из важнейших ролей в обеспечении качества гибки. Даже самая лучшая система ЧПУ не может компенсировать недостатки неправильно подобранного или изношенного инструмента. Инструмент определяет радиус гибки, требуемое усилие, достижимый угол и вероятность возникновения таких дефектов, как трещины или задиры. Новички часто недооценивают важность инструмента, рассматривая его как вспомогательное устройство, а не как высокоточный компонент. В действительности, инструмент представляет собой техническую основу для стабильной гибки листового металла.
Пуансон — это верхний инструмент, который физически продавливает материал в матрицу. Типы пуансонов различаются в зависимости от геометрии гибки, необходимого зазора и требуемого радиуса.
Прямой удар
Самый простой пуансон, используемый для универсальных гибок, не создающих помех между пуансоном и заготовкой. Подходит для стандартных гибок под углом 90°, 120° и 30°.
Удар гусиной шеей
Пуансоны типа «гусиная шея» имеют вырез или углубление, обеспечивающее зазор для ранее согнутых фланцев. Без такого зазора пуансон может столкнуться с согнутым участком. Этот пуансон незаменим для изготовления коробчатых профилей, швеллеров и деталей с обратным изгибом.
Остроугольный пробойник
Предназначены для гибки острых углов (менее 90°). Эти пуансоны имеют более острые наконечники и часто используются в сочетании с остроугольными матрицами для создания V-образных профилей или острых углов.
Радиусный пуансон
Используется, когда требуется определенный радиус, а не острый угол. Области применения: архитектурные панели, алюминиевые накладки и детали салона автомобиля.
Дырокол для подгибки
Пуансоны для кромкования работают в два этапа: сначала создается частичный изгиб, а затем лист сплющивается, образуя гладкую кромку. Эти инструменты обычно используются для изготовления защитных кромок, автомобильных панелей и тонколистовой стали.
Смещенный перфоратор
Используется со смещенным штампом для создания Z-образных или изогнутых изгибов. Такие изгибы часто встречаются в кронштейнах и перекрывающихся соединениях листового металла.
Каждый пуансон тщательно спроектирован для обеспечения прочности, долговечности и точности. Высококачественные пуансоны закалены и отшлифованы с точными допусками, что обеспечивает длительный срок службы и стабильную работу.
Штамп — это нижний инструмент, к которому крепится листовой металл во время гибки. Его конструкция определяет угол, радиус и необходимое усилие.
Стандартные V-образные штампы
Самый распространённый тип штампов. Они выпускаются с различной шириной раскрытия (например, 8 мм, 12 мм, 16 мм, 32 мм). Общее правило — “правило 8Т”, согласно которому раскрытие штампа примерно в 8 раз превышает толщину листа при гибке под давлением.
Остроугольные плашки
Используется для создания острых или острых изгибов. Часто используется в сочетании с острыми пуансонами для создания V-образных каналов или декоративных элементов.
Плашки для кромкования
Представляют собой двухступенчатую систему: гибка с последующим выравниванием. Кромкозагибочные штампы должны быть точно выровнены, чтобы избежать трещин и царапин на листе.
Плашки, совместимые с S-образной шеей
Разработаны с учётом зазоров. При использовании с пуансонами типа «гусиная шея» они обеспечивают обработку деталей сложной геометрии и коробчатых конструкций.
Mult V-Dies (Мульти-V-Dies)
Позволяет использовать несколько размеров V-образных отверстий в одном блоке штампов. Это повышает гибкость и сокращает время смены инструмента.
Нижние штампы
Используется для гибки снизу, когда пуансон плотно прижимает лист к углу матрицы. Повышает точность, но требует большего усилия.
Новички часто думают, что любой комплект пуансонов и матриц подойдёт, но качество инструментов может сильно различаться. Инструменты высокого класса изготавливаются из закалённой инструментальной стали, например:
Правильная термообработка повышает твёрдость поверхности, снижает износ и предотвращает растрескивание. Плохо закалённый инструмент может деформироваться уже после нескольких тысяч изгибов, что приведёт к видимым неточностям в деталях.
Современные листогибочные прессы часто используют гидравлические или механические быстрозажимные системы. Они позволяют операторам:
Системы верхнего и нижнего зажима с ЧПУ-управлением особенно ценны в условиях многономенклатурного мелкосерийного производства, где часто требуется смена инструмента.
Инструмент влияет на точность больше, чем любой другой механический компонент. Неточные инструменты приводят к:
Поскольку инструмент непосредственно контактирует с заготовкой, даже незначительные дефекты переносятся на готовую деталь. Именно поэтому производители высококачественной продукции рассматривают инструмент как инвестицию, а не как расход.
Достижение точности гибки — это более сложная задача, чем просто позиционирование листа и опускание пуансона. Конечный угол определяется взаимодействием свойств материала, геометрии инструмента, калибровки листогибочного пресса и настроек оператора. Новички часто полагают, что точность гибки полностью зависит от системы ЧПУ, но на самом деле такие факторы, как упругое последействие и изменчивость материала, играют ещё большую роль.
Пружинный возврат — это свойство металла слегка возвращаться к своей первоначальной плоской форме после изгиба. Поскольку внешние слои металла растягиваются при изгибе, они стремятся восстановиться после снятия нагрузки. Величина пружинного возврата зависит от:
Например:
Вот почему системы ЧПУ должны динамически регулировать глубину проникновения.
Изменчивость материала
Даже в пределах одной партии свойства листового металла могут незначительно различаться. Некоторые листы могут иметь более высокие внутренние напряжения, особенно при резке лазером или тупым лезвием.
Износ инструмента
Изношенная матрица увеличивает радиус изгиба, что влияет на упругость и постоянство угла.
Точность заднего упора
Если пальцы заднего упора смещаются или деформируются, глубина изгиба изменяется непредсказуемым образом.
Изменения температуры
Гидравлические системы нагреваются во время работы, что немного влияет на поведение плунжера. Высокопроизводительные системы ЧПУ обеспечивают автоматическую компенсацию.
Коронные ошибки
Длинные детали, как правило, имеют неравномерные углы по всей длине, если не отрегулировать прогиб должным образом.
Современные листогибочные прессы включают в себя одну или несколько из следующих систем:
Эти системы обеспечивают более равномерную гибку и снижают зависимость от оператора. Они особенно полезны для больших партий или материалов с высокой степенью вариабельности, таких как нержавеющая сталь.
Радиус изгиба — это внутренний радиус изгиба. Новички часто неправильно понимают взаимосвязь между радиусом и качеством изгиба. Большие радиусы обеспечивают меньшую упругость, но могут потребовать специальных пуансонов или матриц. Более узкие радиусы увеличивают риск образования трещин, особенно в закаленных материалах.
Коэффициент К — это понятие, используемое в проектировании изделий из листового металла для расчёта развёрток. Он определяет положение нейтральной оси при гибке. Хотя новичкам не нужно запоминать формулы, понимание этого понятия помогает понять, почему размеры развёрток отличаются от размеров простых геометрических фигур.
Современные листогибочные прессы с ЧПУ в значительной степени зависят от современных контроллеров, упрощающих программирование, снижающих количество ошибок и ускоряющих производство. Двадцать лет назад операторы вручную рассчитывали припуски на гибку и управляли только осью X заднего упора. Современные системы управляют несколькими осями, моделируют гибку в 3D и предотвращают столкновения до их возникновения.
Делем (Нидерланды)
Самый узнаваемый бренд контроллеров в мире, широко используемый в Европе, Азии и США. Известен благодаря:
Популярные модели: ДА-53Т, ДА-58Т, ДА-66Т, ДА-69Т
Cybelec (Швейцария)
Используется во многих европейских машинах. Известен:
Популярные модели: Cybtouch 12, ModEva, серия Vision
ЕКА (Италия)
Предлагает интегрированные системы с сенсорным интерфейсом. Известен:
Базовый листогибочный пресс с ЧПУ может иметь всего 3 оси, в то время как продвинутые станки могут иметь 10–18 осей.
Общие оси включают в себя:
Большее количество осей обеспечивает большую гибкость, особенно для сложных деталей.
Контроллер обычно проводит оператора через следующие этапы:
На современных заводах этот процесс частично автоматизирован. офлайн-программирование.
Листогибочные прессы играют основополагающую роль в формовании современных металлических изделий. Их влияние распространяется на десятки отраслей промышленности, от бытовой техники до высокотехнологичных компонентов для аэрокосмической отрасли. Гибочный пресс особенно ценен своей способностью преобразовывать плоский листовой металл в жёсткие, функциональные и несущие нагрузку формы с точностью и повторяемостью. Понимание области применения помогает новичкам оценить важность и универсальность этого станка.
Одна из самых обширных категорий применения — электрические шкафы, распределительные коробки, сетевые корпуса и телекоммуникационные корпуса. Эти изделия требуют точной гибки для создания чистых кромок, жёстких допусков и прочных углов. Листогибочные прессы идеально подходят для производства:
Поскольку эти изделия требуют точного совмещения отверстий и идеальной подгонки дверей, точность листогибочного пресса напрямую влияет на общее качество продукции.
В отрасли систем отопления, вентиляции и кондиционирования воздуха (ОВК) листогибочные прессы используются для гибки оцинкованных стальных и алюминиевых листов в элементы воздуховодов. Эти детали часто включают в себя длинные изгибы, сложные углы и множество ответных фланцев. Заводы ОВК обычно производят:
Листогибочные прессы помогают снизить производственные затраты и улучшить эффективность воздушного потока, обеспечивая однородность профилей воздуховодов.
Листогибочные прессы играют важную роль в производстве автомобильных деталей, особенно кузовов, внутренних металлических каркасов, кронштейнов шасси и корпусов аккумуляторных батарей электромобилей. Области применения:
С ростом производства электромобилей гибка лёгкого алюминия становится всё более важной. Листогибочные прессы с сервоприводом всё чаще используются для этой цели благодаря своей скорости, низкому энергопотреблению и высокой точности.
В бытовой технике, такой как холодильники, стиральные машины, духовки и очистители воздуха, используются стальные панели, гнутые на листогибочных прессах. Эти изделия требуют плавной гибки без царапин, поэтому для их производства необходим высококачественный инструмент. Листогибочные прессы обеспечивают:
Поскольку компоненты бытовой техники обычно имеют видимые поверхности, качество гибки имеет чрезвычайно важное значение.
Изготовление архитектурных металлоконструкций широко использует листогибочные прессы для производства облицовочных панелей, декоративных накладок, элементов усиления конструкций и кровельных компонентов. К распространённым гнутым изделиям относятся:
Архитектурные решения часто требуют длинных изгибов — иногда до 6–10 метров — поэтому в этой отрасли широко используются тандемные листогибочные прессы или длинностаночные прессы с ЧПУ.
Гибка деталей аэрокосмического класса требует исключительной точности, часто в пределах ±0,2° или лучше. Компоненты должны иметь точные допуски, поскольку даже небольшие неточности могут повлиять на аэродинамические характеристики или соосность сборки. Области применения:
Управление пружинным возвратом особенно важно при работе с такими сплавами, как титан или высокопрочный алюминий, применяемыми в аэрокосмической промышленности. Эти материалы требуют специализированного инструмента и современных систем ЧПУ для коррекции угла.
Крупная сельскохозяйственная техника и строительное оборудование требуют использования прочных стальных компонентов, таких как:
Эти детали обычно изготавливаются из толстой стали (6–20 мм и более). На таких заводах используются мощные гидравлические листогибочные прессы с большим усилием — до 400–1000 тонн.
Энергетический сектор, включая производство солнечной и ветровой энергии, а также аккумуляторов, использует листогибочные прессы для таких компонентов, как:
По мере развития возобновляемой энергетики спрос на точную гибку листового металла продолжает расти.
Безопасность листогибочных прессов значительно возросла за последние два десятилетия. Раньше операторы полагались исключительно на механические защитные устройства и опыт. Современные машины оснащены передовой электроникой безопасности, лазерными сканерами, системами, чувствительными к давлению, и блокируемыми ограждениями. Понимание этих технологий помогает новичкам выработать навыки безопасной работы.
Системы лазерной защиты — одно из самых распространённых решений безопасности в современных листогибочных прессах с ЧПУ. Лазерный излучатель создаёт защитную завесу перед кончиком пуансона. Если что-либо, например, рука, прерывает луч во время движения пуансона вниз, система мгновенно останавливает пуансон.
Преимущества включают в себя:
Популярные бренды включают LazerSafe, DSP и AKAS.
Световые завесы представляют собой вертикальные массивы инфракрасных лучей, размещаемые вблизи передней части станка. При прерывании луча станок останавливается. Они дешевле лазерных защитных экранов, но не могут работать так близко к инструменту, что может снизить производительность обработки мелких деталей.
Современные листогибочные прессы оснащены программируемыми логическими контроллерами (ПЛК), сертифицированными по высоким категориям безопасности. Эти ПЛК контролируют работу датчиков, блокировок, педалей, аварийных остановок и цилиндров. Резервные каналы обеспечивают безопасную работу даже при выходе из строя одного из компонентов.
Стационарные или блокируемые физические ограждения предотвращают доступ операторов к опасным зонам сзади или по бокам машины. Раздвижные двери или откидные панели автоматически отключают систему при открытии.
Традиционные механические листогибочные прессы требовали управления двумя руками. Современные машины используют ножные педали для эргономичного удобства, но педаль включает в себя:
Такая конструкция обеспечивает контролируемую работу.
Разные материалы ведут себя по-разному при изгибе. Понимание этих различий необходимо для получения точных результатов.
Мягкая сталь — самый послушный материал. Она плавно гнётся, практически не растрескивается и обладает умеренной упругостью. Большинство новичков используют мягкую сталь. Обычные толщины — от 0,8 до 6 мм.
Преимущества:
Нержавеющая сталь значительно твёрже и обладает более высокой упругостью. Для неё требуется:
Такие марки, как 304 и 316, распространены, но требуют тщательной коррекции угла.
Алюминий лёгкий и мягкий, но некоторые сплавы легко трескаются при слишком резком изгибе. Он обладает непредсказуемой упругостью — иногда сильнее, чем сталь. Измерение угла с помощью ЧПУ особенно полезно при гибке алюминия.
В современной промышленности используются высокопрочные стали, такие как Q550, Q690 и AHSS. Для этих материалов требуются:
Они широко используются в качестве автомобильных компонентов для аварийных ситуаций и в структурных элементах.
Регулярное техническое обслуживание обеспечивает стабильность, точность и безопасность. Новички часто пренебрегают техническим обслуживанием, но опытные операторы считают его необходимым.
Чистая машина уменьшает следы изгиба и исключает риск загрязнения.
Регулярные проверки предотвращают непредвиденные простои.
Профессиональные технические специалисты должны проводить ежегодные проверки для сертификации точности.
Выбор листогибочного пресса — одно из важнейших решений в производстве листового металла. Покупателям необходимо учитывать не только усилие прессования, но и точность, управляемость, срок службы и эксплуатационные расходы.
Учитывать:
Для простых кронштейнов может подойти обычный гидравлический листогибочный пресс. Для деталей аэрокосмической отрасли необходима современная модель с ЧПУ.
Расчет тоннажа зависит от:
Онлайн-калькуляторы и контроллеры ЧПУ помогают оценить необходимое усилие.
Выбирайте исходя из производственных потребностей:
| Уровень ЧПУ | Подходит для | Примеры функций |
|---|---|---|
| Базовый | Небольшие мастерские | 2D-программирование |
| Средний диапазон | OEM-заводы | Многоосевое управление, моделирование |
| High-end | Авиакосмическая/автомобильная промышленность | Коррекция угла лазера, автономное программирование |
Убедитесь, что машина поддерживает:
Совместимость инструментов влияет как на гибкость, так и на долгосрочные затраты.
Сервоэлектрические прессы экономят энергию, а гидравлические обеспечивают большую производительность. Выбирайте в зависимости от рабочей нагрузки.
Новички часто допускают предсказуемые ошибки при освоении листогибочных прессов. Понимание этих ошибок поможет предотвратить несчастные случаи и повысить качество деталей.
Выбор слишком узкой матрицы приводит к появлению трещин, слишком широкая — к неточным гибкам.
Отсутствие компенсации приводит к неравномерности углов.
Неправильное позиционирование приводит к размерным ошибкам.
Некоторые новички пытаются согнуть без проверки:
Это почти всегда приводит к образованию бракованных деталей.
Новые операторы иногда упускают из виду:
Обучение и осведомленность имеют решающее значение.
Современные листогибочные прессы с ЧПУ удобны для новичков благодаря графическому 3D-программированию. Однако понимание материалов и инструментов всё ещё требует опыта.
Листогибочные прессы запрессовывают металл в штамп, а гибочные машины зажимают лист и сгибают его снаружи. Гибочные машины больше подходят для больших панелей.
Да, но это требует тщательного выбора инструмента и компенсации угла из-за пружинения.
Качественные инструменты при правильном уходе служат долгие годы. Дешёвые инструменты могут быстро изнашиваться.
Компенсация отдачи и поддержание постоянных углов между партиями.
Листогибочный пресс остаётся одним из самых незаменимых станков в металлообработке. Листогибочный пресс, будь то формовка небольших кронштейнов или архитектурных панелей, управляемый вручную или с помощью передовых систем ЧПУ, продолжает определять эффективность, точность и гибкость современного производства. Для начинающих понимание его компонентов, принципов гибки, инструмента, систем ЧПУ и мер безопасности создаёт прочную основу для роста в обрабатывающей промышленности.







